

Here is the shortcut to understand the step by step that how to make a WPS with the initial information supplied from contract specification.
DEFINITION
Welding Procedure Specification (WPS) : A WPS is a written qualified welding procedure prepared to provide direction for making production welds to code requirements.
Procedure Qualification Record (PQR) : A PQR is a record of the welding data used to weld a test coupon.
Test Coupon : A weld or Braze assembly for procedure or performance qualification testing.
The coupon may be any product from plate, Pipe, tube, etc., and may be a fillet weld, overlay, deposited weld metal, etc.
Test Specimen : A sample of a test coupon for specific test. The specimen may be a bend test, impact test, chemical analysis, macro test, etc. A specimen may be a complete test coupon, for example, in radiographic testing or small diameter pipe tension testing.
REFERENCE
ASME SEC.IX Welding and Brazing Qualification
ASME SEC.II Part C: Specification for Welding Rods, Electrodes and Filler Materials.
ASME B31.1, Power Piping
ASME B31.3, Process Piping
ASME VIII, Pressure vessel
API 1104, Welding of Pipelines and Related Facilities
AWS D1.1, Structural Steel Welding Code
API 650, Welded Oil Storage Tanks (If Necessary)
RESPONSIBILITY
The Construction Manager and QA/QC Manager are responsible for the implement of qualification test for WPS and PQR.
Construction (Welding) Engineer is responsible for preparation and execution of the qualification test of WPS and PQR. He is also responsible for providing of WPS and PQR.
The QA/QC Engineer is responsible for witness, control and monitor welding parameters during welding procedure qualification test (with Third party if specification required- Class). He is also responsible for review the WPS and PQR.
The QA/QC Manager or his designee is responsible for certification of WPS and PQR
PROCEDURE
Preparation of Test coupon and welding consumables

‘Request for inspection’ of the Qualification Test shall be submitted to QA/QC Engineer/Inspector with draft WPS.
Test coupon should be prepared in accordance with the draft WPS. And it should have material classification including grade and heat number, and unrecognized material shall not be used for test coupon.
The Procedure Qualification Test number and welder number or name should be stamped on the surface of tack welded test coupon.
After preparation, test coupon shall be confirmed and verified with mill certificate by QA/QC Engineer/Inspector.
Welding consumable such as electrodes should be stored and used according to manufacturer instruction and Welding consumable control procedure. Before qualification test, QA/QC Engineer/Inspector shall verify welding consumables with mill certificate as per draft WPS.
When all inspection and verification is completed for test coupon, install coupon on the welding die, and QA/QC Engineer/Inspector verify coupon position (5G, 2G, etc) and mark ‘top position’ on the coupon.

Welding and monitoring
Welding should be carried out according to instruction of draft WPS.
The tools which measure the welding data shall be prepared.

Follow welding parameters as minimum shall be monitored and recorded by QA/QC Engineer during welding of test coupon:
- Pre-heating
- Ampere and voltage for each pass
- Welding time to check travel speed
- Inter-pass temperature
- Welding sequence
- Deposit thickness for each process if multi process is used
- Consumable size
- Other essential variable if required

The welding parameters records should be verified by QA/QC Engineer/Inspector , if required.
Visual inspection should be done for welded coupon.
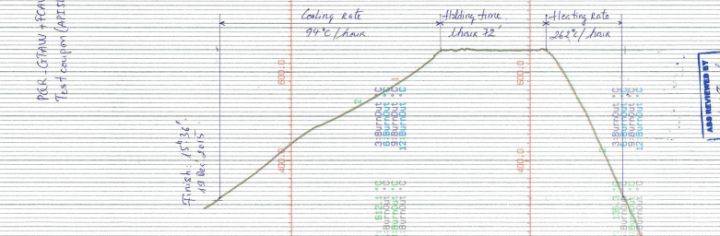
Post Weld Heat Treatment (PWHT) should be done if required.
The test coupon for AWS D1.1 radiographic test shall be done by accredited NDT Company. However the test coupon for ASME Sec.IX the radiographic test may be examined for information.
MT or PT examination may be done if required.
The test coupon which is accepted by visual inspection and NDT shall be sent to accredited laboratory for the required mechanical test according to the requirements of specification, code and standard.

If it is necessary to cut the welded coupon to several pieces because of transportation to laboratory, it is required that PQR number, material classification for each materials and original location of piece shall be verified by QA/QC Engineer/Inspector.
There’re some special requirements for PQR testing depended on the project code and specification. The detail will be discussed in further with separated topic.
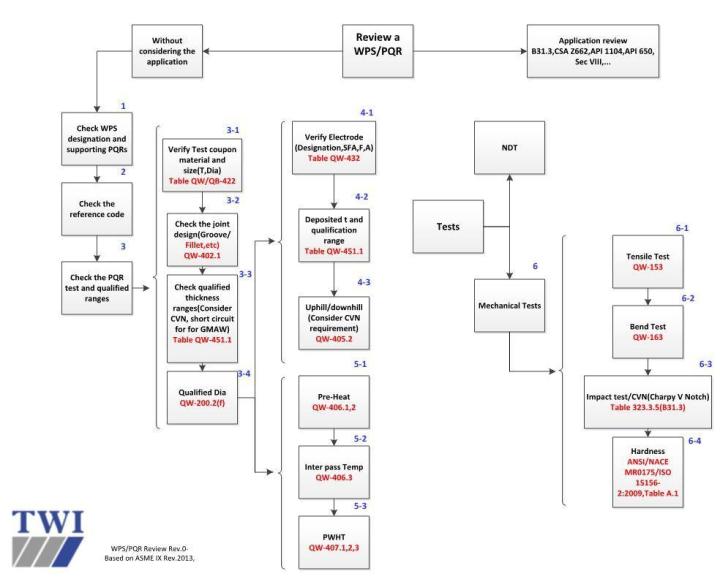
An example of flowchart for reviewing a WPS/PQR based on ASME IX:

Useful information. Thanks.
LikeLike
ONE PQR HOW MANY WPS MAKING
LikeLike
as much as complying to the essential variables.
LikeLike
as much as complying to the essential variables.
LikeLike
Thanx really informative.
LikeLike