

Every inspector has dealt with the design rules that prohibit sizing a fillet weld below a certain size for a given thickness of material? If you look at AWS D1.1 2020 Structural Welding Code (Steel) you can find this in Table 7.7. If you happen to own a copy of AISC 360-16 Specification for Structural Steel Buildings you’ll find this on Table J2.4.
Below you can see AISC’s Table J2.4 – Minimum Size of Fillet Welds.
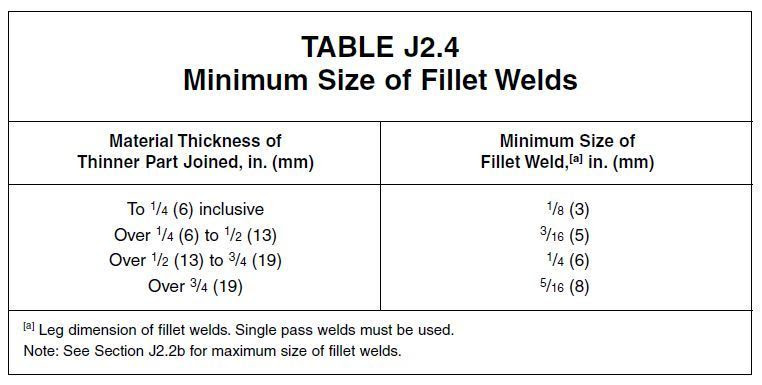
The minimum fillet weld sizes are basically based on the thickness of the material being joined.
Most people think that the minimum fillet weld sizes are specified to avoid making welds that are too small and consequently not strong enough, THEY are INCORRECT. Most fillet welds are not required to be full-strength. Most are used when the welded member is designed to maintain a certain amount of stiffness or rigidity. In these cases, the stresses are quite low and if calculated properly would require welds that are smaller than 1/8”.
There are a couple of problems with making a 1/8” weld (or smaller). First, it is not easy to make that small of weld and get adequate fusion. Second, the heat input would be so low you risk embrittlement due to rapid cooling which can cause hydrogen-induced cracking (cold cracking).
This second problem is the reason for having minimum weld sizes. We typically don’t think about hydrogen-induced cracking on low-carbon steels, especially not on thin sections (1/4” or less). If we don’t need to preheat and maintain a certain inter-pass temperature we may incorrectly assume that we are not at risk of cold cracking. This however is not true. Making a very small weld with extremely low heat input can still create a martensitic microstructure on thin sections of low-carbon steel.
If you look at the footnotes on the table above you’ll see that they specifically call for the minimum weld sizes to be made in a single pass. If the minimum fillet weld size is ¼” you cannot make two welds to achieve that size. Remember, we are concerned about heat input, not the final size of the weld.
The premise behind this is that the required minimum weld size will provide sufficient heat input into the plate to provide the desired cooling rate.
Furthermore, although not noted in Table J2.4 there is one more consideration. If we are welding plates of dissimilar thickness we would consider the thickness of the thinnest plate when determining the minimum fillet weld size. This is true only if we are using a low-hydrogen process. If not, then we use the thicker plate to determine the minimum weld size.
