

Tack welding is a major part of welding which are used as a temporary means to hold the components in the proper location, alignment, and distance apart, while welding.
The engineers use high heat input process for the welding and the tack is applied by the shielded metal arc welding process. The tack is a very rapid quench application and a brittle, crack sensitive micro structure results usually at the root of the weld.
There’re two type of tack-welds as defined in below attached file ( Temporary & Incorporated )
For saving the qualification cost, some yard make the temporary fit-up condition with un-qualified welder (fitter), thus the tack-weld will be removed later.
Note that there’s some Oil & Gas piping project specification requirement is:
“Tack welds shall be made by qualified welders only.
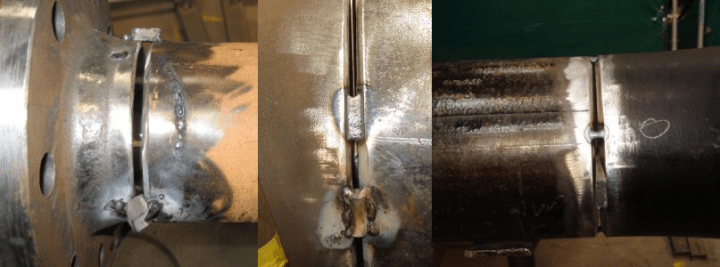
There shall be a sufficient number of tack welds to maintain alignment during welding and if these tacks are to be incorporated in the finished weld they shall be :
Full penetration
Below the finished weld surface
Twice the wall thickness in length (Minimum)
Tapered and feather edged each end
Other acceptable methods would be to bullet or bridge tack.”
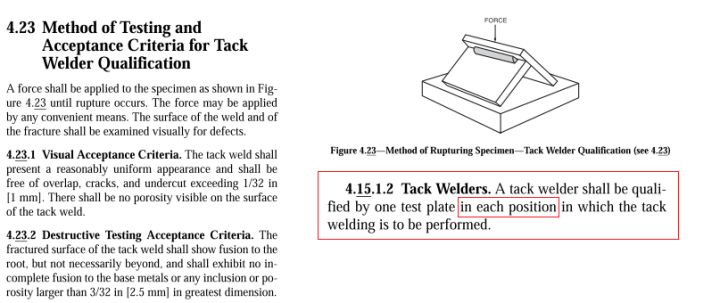
For AWS D1.1:
Tack-welder have to be qualified regardless of temporary or Incorporated Tack-welding.

Hi nice reading youur post
LikeLike