

If you don’t know how API 570 Certification scheme, See API 570 Certification Instruction
PRESSURE TESTING
The inspector should be able to:
a) Demonstrate knowledge concerning hydrostatic leak testing (ASME B31.3 Section 345.4)
b) Demonstrate knowledge concerning pneumatic leak testing (ASME B31.3 Section 345.5)
c) Calculate a hydrostatic or pneumatic leak test pressure (ASME B31.3 Sections 345.4, 345.5)
Question 1: When can an initial service leak test replace the hydrostatic leak test?
(a) When the system is a category D piping system and the owner permits it
(b) When the system is a category M piping system and the owner permits it
(c) When the system is not under severe cyclic condition
(d) Never, they are complementary tests
Answer: A, See ASME B31.3 section 345.1, The initial service leak test mean of pressure test at Operation pressure.
Question 2: What is the purpose of a preliminary pneumatic test?
(a) To check for leaks prior to using the system for the first time
(b) To check for major leaks using a maximum air pressure of 25 psi prior to hydrostatic testing
(c) To check for major leaks using a maximum air pressure of 170 psi prior to hydrostatic testing
(d) It is a basic strength test using air as the test fluid
Answer: B, See ASME B31.3 section 345.2.1(c), A preliminary test using air at no more than 170 kPa (25 psi) gage pressure may be made prior to hydrostatic testing to locate major leaks.
Question 3: What is the minimum time a leak test should be maintained?
(a) 1 hour
(b) 30 minutes
(c) 10 minutes
(d) 5 minutes
Answer: C, See ASME B31.3 section 345.2.2(a), The leak test pressure shall be maintained for at least 10 min and then all joints and connections shall be examined for leaks. The test pressure may be reduced to not less than the design pressure while performing this examination (visual check leakage).
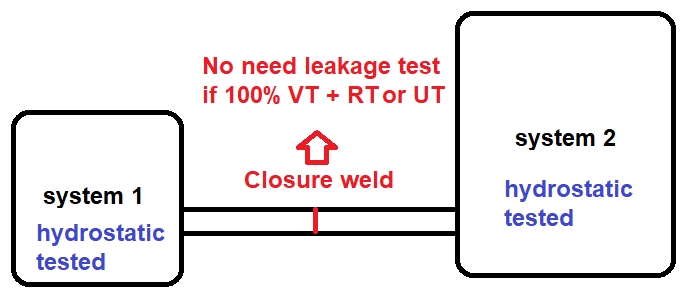
Question 4: Under what circumstances can a closure weld be exempted from leak testing?
(a) When the remaining assembly has been leak-tested and the weld is 100 % VT and RT
(b) When the fabricator uses a coded welder and in-service VT
(c) When the system is not category D or M fluid service
(d) Under no circumstances can it be exempted
Answer: A, See ASME B31.3 section 345.2.3(c), The final weld connecting piping systems or components that have been successfully tested in accordance with para. 345, the Closure weld need not be leak tested provided the weld is examined in-process in accordance with para. 344.7 (Fit-up + Visual) and passes with 100% radiographic examination (RT) or UT.
Question 5: What is the test fluid required for a hydrostatic leak test?
(a) Any suitable non-toxic liquid
(b) Water
(c) A flammable liquid with a flashpoint of at least 49°C
(d) Any of the above could be suitable
Answer: D, See ASME B31.3 section 345.4.1
Question 6: What is the test pressure for the sensitive leak test and preliminary leak check during the pneumatic leak test?
(a) At least the lower of 105 psi or 25 % of design pressure, and 25 psi
(b) At least the lower of 25 kPa or 15 % of design pressure, and 50% test pressure
(c) At least the lower of 15 psi or 25 % of design pressure, and 25 psi
(d) At least the lower of 25 psi or 25 % of design pressure, and the lower of 25 psi or 50% test pressure
Answer: D, See ASME B31.3 section 345.5 and 345.8
Question 7: A piping system will be hydro-tested after a re-rating. The new design is for 600 psi @ 800°F, and the material is A376 TP 304H. The test will be run with condensate at 400°F. What is the required test pressure on this system?
A. 900 psi
B. 1184 psi
C. 1101 psi
D. 1200 psi
Answer: C, See ASME B31.3 section 345.4.2 and Find allowable stress (S) in table A-1
Question 8: A standard hydrostatic test is to be run after an alteration on a piping system. The piping has a stress value of 20 ksi at the test temperature and 17 ksi at design temperature. The design pressure is 720 psi. What is the calculated test pressure?
A. 1080 psi
B. 918 psi
C. 1270 psi
D. 792 psi
Answer: C, See ASME B31.3 section 345.4.2

How many ASME B31.3 questions will be on your API 570 exam?
LikeLiked by 1 person
It is about 200 Q&A for B31.3 to cover all the aspects defined in API 570 Body of Knowledge (BOK) which will be on the test randomly.
LikeLike