

Weld preparation
Preparation for making a connection where the individual components, suitably prepared and assembled, are joined by welding or brazing. The dimensions below can vary depending on WPS.
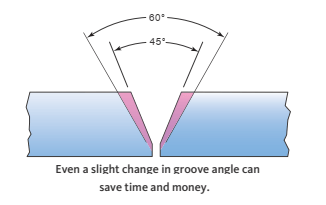
Angle of bevel
 The angle at which the edge of a component is prepared for making a weld.
The angle at which the edge of a component is prepared for making a weld.
For an MMA weld on carbon steel plates, the typical angles is:
- 25-30 Deg. for a V preparation.
- 8-12 Deg. for a U preparation.
- 40-50 Deg. for a single bevel preparation.
- 10-20 Deg. for a J preparation
Note: The value is only for reference, the angle and groove type is depending on structure design type, welding processes, and cost-saving.
Root face
The portion of a fusion face at the root that is not beveled or grooved. Its value depends on the welding process used, parent material to be welded and application; for a full penetration weld on carbon steel plates, it has a value of 1-2mm (for the common welding processes)
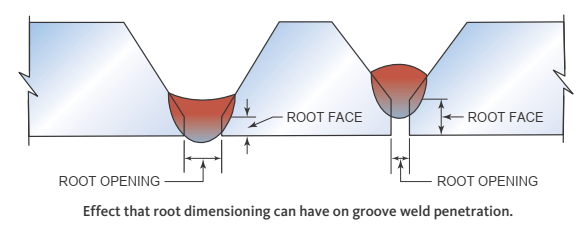
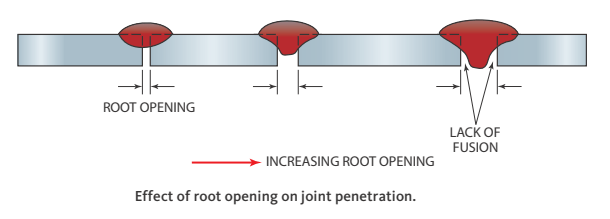
Root Gap ( Root Opening )
Minimum distance at any cross-section between edges ends or surfaces to be joined. Its value depends on the welding process used and application; for a full penetration weld on carbon steel plates, it has a value between 1-4mm.
Root radius
The radius of the curved portion of the fusion face in a component prepared for a single J, single U, double J or double U weld. In case of MMA, MIG/MAG and oxyfuel gas welding on carbon steel plates, the root radius has a value of 6mm for single and double U preparations and 8mm for single and double J preparations.

Land
The straight portion of a fusion face between the root face and the curved part of a J or U preparation can be 0. Usually present in weld preparations for MIG welding of aluminum alloys.
Principle of Edge preparation (For welding Engineer).
The area of the metal’s surface that is melted during the welding process is called the faying surface. The faying surface can be shaped before welding to increase the weld’s strength; this is called edge preparation. The edge preparation may be the same on both members of the joint, or each side can be shaped differently.
Principles for preparing the faying surfaces for welding include the following:
•Codes and standards—Some codes and standards require specific edge preparations.
•Metals—Some metals must be grooved to successfully weld them, such as thick magnesium (Susceptible to post-weld stress), which must be U-grooved (Reduce amount of welding and distortion, residual stress); or cast iron cracks, which must be drill-stopped and grooved.
•Metal Thickness—As the metal becomes thicker, you must change the joint design to ensure a sound weld. On thin sections, it is often possible to make full penetration welds using a square butt joint. Square butt joints take less preparation time and less welding time. But with thicker plates or pipe, the edge must be prepared with a groove on one or both sides. The edge may be shaped with either a bevel, V-groove, J-groove, or U-groove.
•Deeper weld penetration—With the metal removed by grooving or beveling the metal’s edge, it is easier for the molten weld metal to completely fuse through the joint. In some cases, it is possible to make a through-thickness weld from one side.
•Smooth appearance—The weld’s surface can be ground smooth with the base metal so that the weld “disappears.” This can be done for appearance or so that the weld does not interfere with the sliding or moving of parts along the surface.
•Increased strength—A weld should be as strong as or stronger than the base metal being joined. By having 100% joint fusion and an appropriate amount of weld reinforcement, the weld can meet its strength requirement.
•Welding Position—The most ideal welding position for most joints in the flat position because it allows for larger molten weld pools to be controlled. Usually the larger that a weld pool can be, the faster the joint can be completed. When welds are made in any position other than the flat position, they are referred to as being done out-of-position. Some types of grooves work better in out-of-position welding than others.


q=how+to+calculate+double+bevel+groove+fillet+weld+size+of+22mm+india+27+32+*+36+)
LikeLike