


- Range of Application
This guideline applies to stainless steel piping work during the fabricate & installation on board.
- Purpose
Stainless steel pipe is widely used for its strength against low temperature and corrosion, and it is mainly used for low-temperature and chemical products. To maintain these characteristics, special management is required in the process of storage, assembly, welding, and post-processing. The purpose of this guideline is to offer standardized working methods to maintain the proper quality of piping system.
- Definition
Sus pipe is composed of austenite and it is extremely durable against low / cryogenic temperature. Cr₂O₃ is formed on the surface of sus pipe so that the pipe prevents itself from corrosion. Sus includes over 12% of chrome, and this chrome component protects the pipe from corrosion. Therefore, to maintain this superior characteristic, damages caused by mechanical impact, heat, or foreign substance have to be prevented.
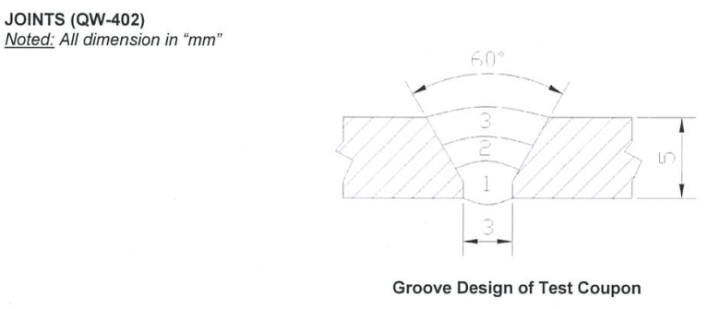
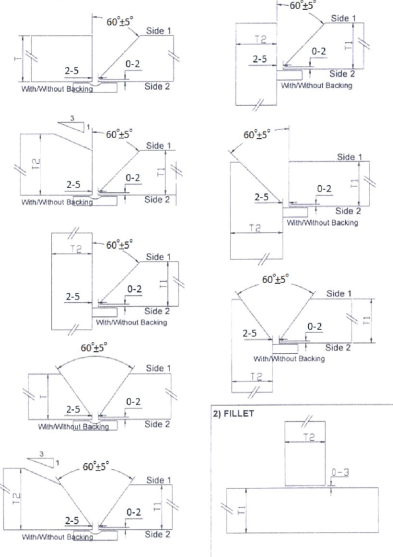
4. Sus Pipe Fit-UP
4.1 Fit-up Works
Fit-up works for sus pipe must be done under free condition so that it does not interfere with weldimg. Fit-up works affect the quality of the products therefore, one must focus on optimization of alignment and root gap based on provisions of RULE or WPS.
– Prior to fit-up process, make sure to remove any substance in pipe and then install purging dam.
– Use clamp tool to weld the pipe without any damage during the fit-up process.
– Adjust alignment of pipe end joint using level gauge.
– Do purging prior to the tack welding.
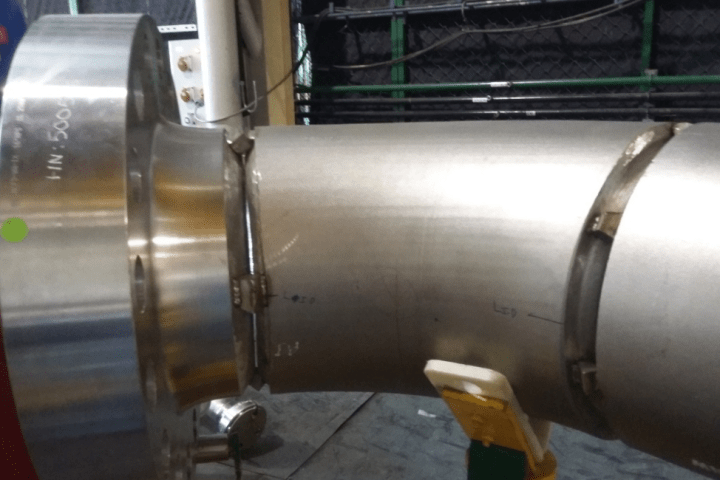
– Tack welding must be done zigzag as shown in the image below, and check the level prior to the tack process.
5. Sus Pipe Purging
5-1. Purge Works
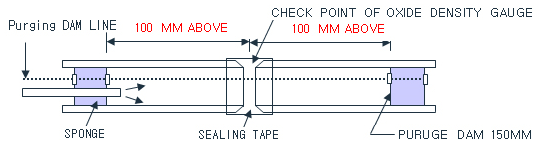
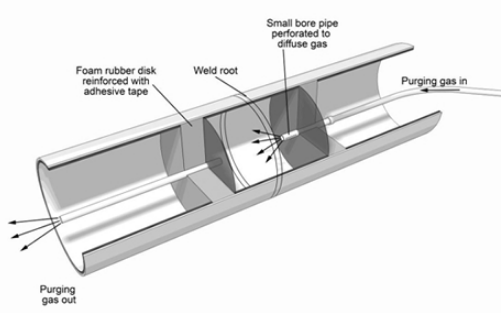
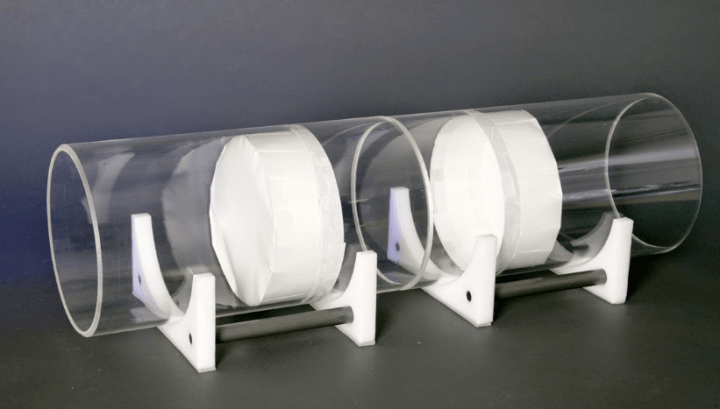
Install a proper purging dam inside the pipe to prevent oxidation on the welded area. And fill argon gas to purge enough when welding.
(1) Install purging dam (sponge) inside the pipe as shown in the image below, and then fill argon gas.
(2) Tape the area of welding joint so that argon gas does not leak from the point.
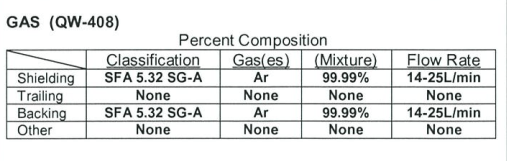
(3) AR GAS PURITY / BACKING GAS FLOW RATE / GAS RANGE NOZZLE SHIELDING GAS FLOW RATE : follow WPS mention ( ex:)
(4) Purging condition can be judged by smelling argon gas. Use oxygen content meter to analyze the purging condition if needed. And decide the proper amount of purging time carefully to ensure fine welding quality.
(5) After the final pass, provide backing gas continuously until the temperature of the welding joint goes down under 300℃.
(6) Purging Gas Flow Rate Time: pls check!!!
5-2. Caution For Purging Works
(1) Use the dedicated hose for purging gas. Do not use hoses used with CO2 Gas or Acetylene.
(2) Use paper masking tape for the purge gas portection of weld.
(3) While welding, do purging to pass 2 continuously. Apply lower flow rate when welding after that.
(4) Gas purging must be done continuously until the temperature of the surface goes down under 150℃.
6. Sus Pipe Welding in General
6-1. Sus Pipe Welding
(1) Welding must be done by the approved welder with the official license using approved welding material through proper procedure.
(2) APPROVED WPS :
(3) Welder must put tag on safety helmet, or possess the welding license.
(4) Welding Materials: ex:
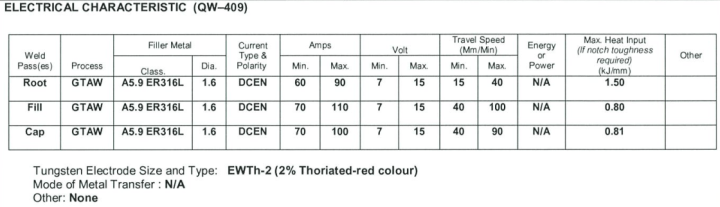
(3) CURRENT, VOLTAGE, WELDING SPEED:
(4) Welding must be done in proper order as shown in the images below:

(5) To check back bead and discoloration, 50~70mm of root-pass must be left on the top portion
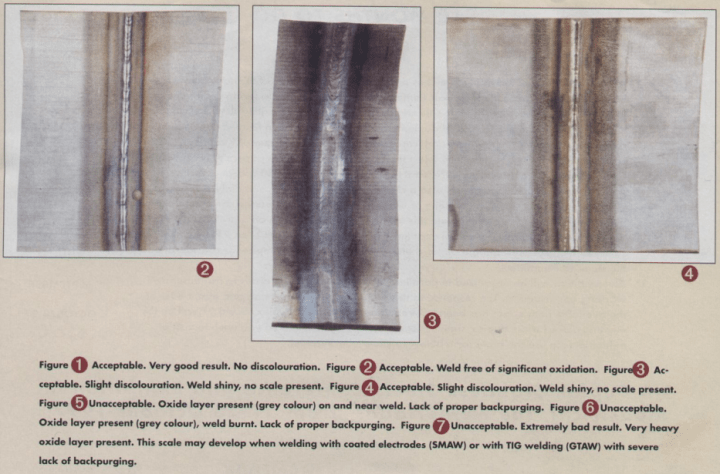
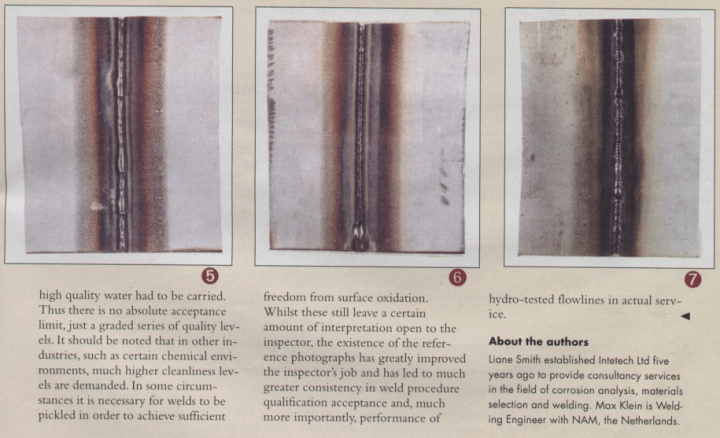
(6) Standard Chart for Discoloration Test of Back Bead:
6-2. Sus Pipe Weld Repairing
(1) Repair mis-aligned parts and parts that have bad back bead color.
(2) Repairing must be done with the same procedure of the initial welding.
(3) Number of repairing on the same part cannot be more than twice ( need more discuss about this matter )
6-3. Pipe Welding and Postprocessing
Acid Pickling & Cleaning (Passivation): ( will discuss this topic in other part for more clearly .)
(1) To repair any damage caused by heat after welding, apply proper nitric acid solution(10~20% and specified by ASTM A380) to the damaged area.
(2) Passivation drugs are harmful to the human body. Make sure to wear protection kits such as rubber gloves, face shield and specialized boots when working.
(3) Acid Pickling & Cleaning Procedure
① Rub out the discolored and oxidized parts with sus wire brush.
② Apply acid solution using spray gun or brush.
③ Have holding time for about 1 to 2 hours
④ Cleanse with high-pressured fresh water and mop. (PH 6~7)
⑤ Dry / Test
Pls see next part: Part 2

Prevention is better than cure, wisely, spend the time for protection at earlier stage. Thus need not to prepare the acid pickling passivization.
LikeLike
Have a lot of work have to do for installation job. So, keep it perfectly is impossible! Can’t avoid! Just reduce only!
LikeLike
Hi, my name is Azar from Malaysia. I would like to know the name of the book or article for (6) Standard Chart for Discoloration Test of Back Bead. It really help me for my research. Thank you
LikeLiked by 1 person