

CSWIP 3.1 QUESTION AND ANSWER SERIES
CSWIP 3.1: Question with Answer and Explanation – Part 1
CSWIP 3.1: Question with Answer and Explanation – Part 2
CSWIP 3.1: Question with Answer and Explanation – Part 3
CSWIP 3.1: Question with Answer and Explanation – Part 4
CSWIP 3.1: Question with Answer and Explanation – Part 5
CSWIP 3.1: Question with Answer and Explanation – Part 6
CSWIP 3.1: Question with Answer and Explanation – Part 7
CSWIP 3.1: Question with Answer and Explanation – Part 8
CSWIP 3.1: Question with Answer and Explanation – Part 9
CSWIP 3.1: Question with Answer and Explanation – Part 10
CSWIP 3.1: Question with Answer and Explanation – Part 11
CSWIP 3.1: Question with Answer and Explanation – Part 12
CSWIP 3.1: Question with Answer and Explanation – Part 13
CSWIP 3.1: Question with Answer and Explanation – Part 14
CSWIP 3.1: Question with Answer and Explanation – Part 15
CSWIP 3.1: Question with Answer and Explanation – Part 16
CSWIP 3.1: Question with Answer and Explanation – Part 17
CSWIP 3.1: Question with Answer and Explanation – Part 18
CSWIP 3.1: Question with Answer and Explanation – Part 19
CSWIP 3.1: Question with Answer and Explanation – Part 20
1) Prior to commencing production welding using the MAG (GMAW) you notice the earth clamp is in a very poor condition, what would you do?
| a. | Nothing |
| b. (answer) | Insist the welder have it replaced before commencing welding |
| c. | It will not affect the welding so wait untill it eventually melts of then have it replaced |
| d. | It will be OK for welding but ensure that nobody touches it because they may get burnt |
ALL the welding current passes through the earth clamp. Without a good earth connection, the performance of the welder and the welding machine will be compromised… this can only mean one thing: an inferior quality weld.

If the earth clamp is not in good condition, this will cause welding current leakage or restriction. Or in other words, it will cause a drop in welding output voltage… which is like someone changing the settings on your welder. (If you are MIG welding, for example, the wire speed may seem to be creeping up).

2) An advantage of the SAW process is that:
| a. | It can be used in the vertical down (PG) position |
| b. (answer) | Little or no ozone or UV light is produced/emitted |
| c. | It is not affected by arc blow |
| d. | It is not prone to solidification cracking |

3) Which type of submerged arc flux can be described as sharp?
| a. | Agglomerated |
| b. ( answer ) | Fused |
| c. | Basic |
| d. | Neutral |
Note: Flaky / sharp is same.
Fluxes may be categorised in two ways: by the method of manufacture (fused or agglomerated) or by its activity (neutral, active or alloying). Within these broad groupings the fluxes may be classified further by their constituents, silica, manganese oxide, calcium fluoride etc.


4) Standard oxy-fuel gas cutting equipment can be applied to:
| a. | Aluminium alloys |
| b. ( answer ) | Carbon steels |
| c. | Austenitic stainless steels |
| d. | Copper |

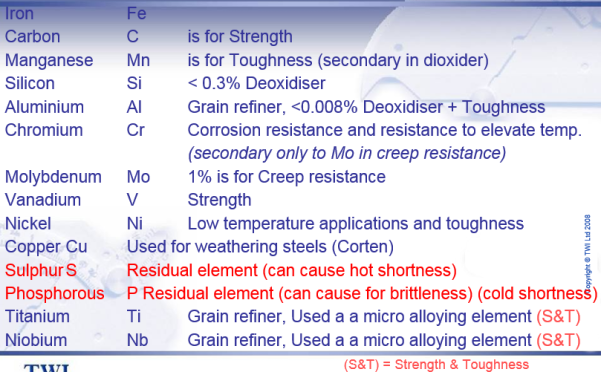
5) Which of the following alloying elements is used mainly to improve the toughness of steel?
| a. | Chrome |
| b. (answer) | Managanese |
| c. | Sulphur |
| d. | Carbon |
6) Weldment in Carbon-Manganese steels, made by low heat input welding may show:
| a. | Greater ductility |
| b. | Higher distortion |
| c. | Higher dilution |
| d. (answer) | Higher hardness |
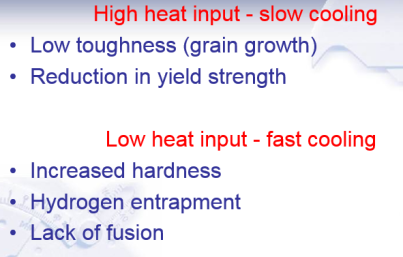
A low heat input leads to rapid cooling as the weld deposited is small in relation to the parent material and the parent material acts as a heat sink. The toughness can be low in microstructures that have arisen from rapid cooling rates. In general, very low heat inputs are to be avoided as they result in hard, crack susceptible microstructures with poor toughness.

Simple is low heat input –> faster cooling rate –> higher hardness
7) Weldments in C-Mn steels, made using a heat input higher than the maximum specified by the WPS, may show:
| a. | Higher integrity |
| b. | Lower distortion |
| c. ( answer ) | Lower toughness |
| d. | Higher hardness |

A high heat input gives slower cooling and the grain size in the HAZ can become very coarse if the temperature is high enough to promote grain growth prior to transformation. Very large grain sizes can have poor toughness even when the microstructure is soft.
8) Using a stabilised stainless steel will reduce the risk of:
| a. | Excessive distortion |
| b. ( answer ) | Weld decay |
| c. | Formation of iron-sulphides |
| d. | Sour service cracking |

9) Which of the following microstructures is critical to the likely formation of hydrogen cracks?
| a. | Austenite |
| b. | Ferrite |
| c. | Pearlite |
| d. | Martensite |

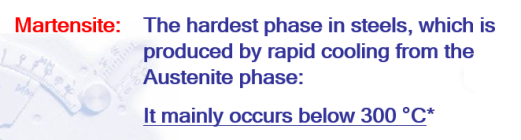
10) An arc strike on a high carbon steel plate is likely to have the following microstructure beneath surface:
| a. | Austenite |
| b. ( answer ) | Martensite |
| c. | Ferrite |
| d. | Pearlite |

Pls see next part:
Thanks!!!

One thought on “CSWIP 3.1: Question with Answer and Explanation – Part 15”