

CSWIP 3.1 QUESTION AND ANSWER SERIES
CSWIP 3.1: Question with Answer and Explanation – Part 1
CSWIP 3.1: Question with Answer and Explanation – Part 2
CSWIP 3.1: Question with Answer and Explanation – Part 3
CSWIP 3.1: Question with Answer and Explanation – Part 4
CSWIP 3.1: Question with Answer and Explanation – Part 5
CSWIP 3.1: Question with Answer and Explanation – Part 6
CSWIP 3.1: Question with Answer and Explanation – Part 7
CSWIP 3.1: Question with Answer and Explanation – Part 8
CSWIP 3.1: Question with Answer and Explanation – Part 9
CSWIP 3.1: Question with Answer and Explanation – Part 10
CSWIP 3.1: Question with Answer and Explanation – Part 11
CSWIP 3.1: Question with Answer and Explanation – Part 12
CSWIP 3.1: Question with Answer and Explanation – Part 13
CSWIP 3.1: Question with Answer and Explanation – Part 14
CSWIP 3.1: Question with Answer and Explanation – Part 15
CSWIP 3.1: Question with Answer and Explanation – Part 16
CSWIP 3.1: Question with Answer and Explanation – Part 17
CSWIP 3.1: Question with Answer and Explanation – Part 18
CSWIP 3.1: Question with Answer and Explanation – Part 19
CSWIP 3.1: Question with Answer and Explanation – Part 20
1) Which of the following imperfection types is NOT usually associated with TIG welding?
| a. | Tungsten inclusion |
| b. | Lack of root fusion |
| c. | Crater pipe |
| d. ( answer ) | Spatter |
Most welding defects with TIG are caused by a lack of welder skill, or incorrect setting of the equipment. i.e. current, torch manipulation, welding speed, gas flow rate, etc.
- Tungsten inclusions (low skill or wrong vertex angle)
- Surface porosity (loss of gas shield mainly on site)
- Crater pipes (bad weld finish technique i.e. slope out)
- Oxidation of S/S weld bead, or root by poor gas cover
- Root concavity (excess purge pressure in pipe)
- Lack of penetration/fusion (widely on root runs)
2) Which polarity is normally used for GTAW welding of aluminium?
| a. ( answer ) | AC |
| b. | DC electrode negative |
| c. | DC electrode positive |
| d. | It would make little difference which was used |

3) What is a typical arc voltage setting when welding with the TIG (GTAW) process?
| a. | 18-20V |
| b. ( answer ) | 24-26V |
| c. | 10-12V |
| d. | 70-90V |
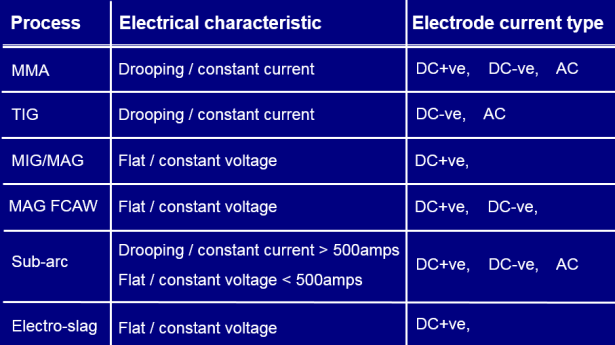
- ARC CHARACTERISTICS FOR TIG WELDING is Constant Current.

- Constant Current characteristic is:

4) In TIG welding hydrogen is added to argon for the welding of which type of steel?
| a. | Carbon steel |
| b. | Copper |
| c. | Carbon manganese steel |
| d. ( Answer ) | Austenitic stainless steel |

Shielding gases for TIG/GTAW welding:
The normal gas for TIG welding is argon (Ar). Helium (He) can be added to increase penetration and fluidity of the weld pool. Argon or argon/helium mixtures can be used for welding all grades. In some cases nitrogen (N2) and/or hydrogen (H2) can be added in order to achieve special properties. For instance, the addition of hydrogen gives a similar, but much stronger effect as adding helium. However, hydrogen additions should not be used for welding martensitic, ferritic or duplex grades.
5) Which Tungsten electrode is usually used to weld Aluminium?
| a. (answer) | Zirconiated |
| b. | Thoriated |
| c. | Large diameter |
| d. | Pointed electrodes |

6) What may be a reason for using nitrogen gas in TIG welding?
| a. | To stabilized the arc when welding carbon steel |
| b. ( answer ) | It can be used to weld copper |
| c. | The gas used is always the choice of the welder |
| d. | It is the very best gas to weld Nickel Alloys |


7) What is the mode of metal transfer for the TIG (GTAW) welding process?
| a. | Spray transfer |
| b. | Globular transfer |
| c. | Dip transfer |
| d. ( answer ) | None of the above |
- The filler metal is added directly to the weld puddle, not transferred across the arc, but is melted by it.
- The difference between an electrode and a rod is that an electrode carries welding current and the metal transfers across the arc, but a filler rod is added directly to the weld puddle without electricity running through it.
8) When MIG/MAG welding, wire feed speed is proportional to:
| a. | Travel speed |
| b. (answer ) | Welding current |
| c. | Arc length |
| d. | Inductance |

9) In the MAG welding process which gas type gives good penetration but an unstable arc and high levels of spatter?
| a. (answer) | Pure Carbon dioxide |
| b. | Pure argon |
| c. | Argon +5-20% Carbon dioxide |
| d. | Argon +1-2% Oxygen or Carbon dioxide |

10) The output characteristic of a typical MAG set is:
| a. ( answer ) | Constant voltage |
| b. | Constant current |
| c. | Drooping |
| d. | Pulsing |
Pls see next part:

One thought on “CSWIP 3.1: Question with Answer and Explanation – Part 14”