

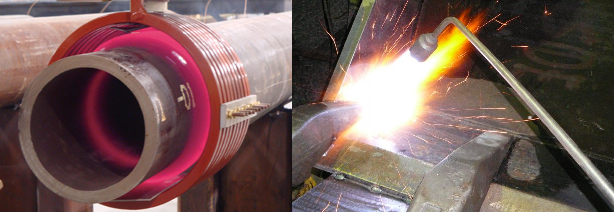
The phenomenon of heating the joint in the weld zone before the commencement of welding procedure is known as pre-heating. Normally it is applied by the use of ovens, flame producing torch, resistive heating elements and high frequency heating elements. It helps to eliminate welding interruption and several imperfections and set the joining phenomenon on smooth track.
Why to use Pre-heat ?
Following are the main reasons for using the pre-heat in a welding procedure.
- The use of Pre-heat, eliminates the surface moisture; consequently reducing the hydrogen induced cracking.
- It tweaks fusion and deposition of weld metal in a better way.
- It lowers the development of stresses by rendering uniform expansion and contraction between weld and base metal.
- One of the main objectives, is to slow down the cooling rate in order to ensure uniform weld solidification. Doing so, the more refined micro-structure is produced with adequate mechanical properties.
How many types ?
Based on the application considerations, the Pre-heat phenomenon can be defined in different ways.
- Pre-Heat Temperature – The minimum temperature of the weld joint promptly before the commencement of welding. In WPS it can be specified in specific range.
- Inter-pass Temperature – The maximum temperature of the weld in multi-pass welding before the start of next pass. It should not be lowered than the minimum value of pre-heat temperature.
- Welding Maintenance Temperature – The minimum temperature of weld zone that should be maintained throughout the welding procedure. If any interruption occurs the weld zone temperature shall not be lowered than the maintenance temperature.
Where to apply Pre-heat temperature?
Normally pre-heat is applied on the base metal at the specific distance from joint. Let’s suppose “A” is that specific portion from the joint edge then following are the two concerns while calculating the joint distance for pre-heat application.
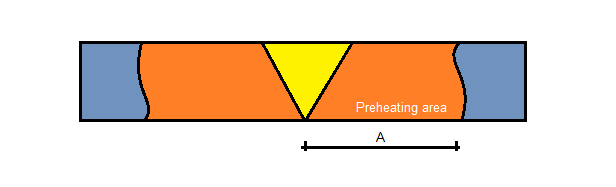
- If the parent metal thickness is less than and equal to 50 mm, then A should not exceed 50 mm from joint.
- If the parent metal thickness is greater than 50 mm, then A should not be less than 75 mm from joint.
How to check the Preheating Temperature ?
Now a days modern equipment have been developed which are being used in several small/commercial industries for the purpose of pre-heat temperature indication, measurement and control. Listed below are the common temperature sensing and measuring equipment;
Contact Thermometer – used to measure the temperature accurately up to 350 degree Celsius. It consists of temperature sensing device known as ‘thermistor’ whose resistance is considerably reduced by heating i-e the resistance is inversely proportional to temperature. However need of ‘Periodic Calibration’ is the down side of this equipment in order to obtain accurate results.
Crayons and Paste – consist of the material that melts or changes its color by heating at the specific temperature. Available at low cost they are also easy to use, however they don’t give accurate measurements.
Thermocouple – works on the principle of measuring thermo-electrical potential difference between the hot weld metal and the reference junction, in order to calculate the temperature. It is applied during the post weld heat treatment for the purpose of continuous monitoring and controlling of heating and cooling temperature. The equipment gives accurate measurements over the wide range of temperatures but the need of periodic calibration is the weighty concern.
Key Note:
Check the temperature from both side of Base metal!

looks like this uses AWS D1.1 as code of construction rather than ASME BPVC.
ASME IX clearly indicates preheat and interpass apply to any pass. For single pass weld they are equal (WPS may provide range, PQR single value)
preheat temperature: the minimum temperature in the weld joint preparation immediately prior to the welding; or in the case of multiple pass welds, the minimum temperature in the section of the previously deposited weld metal, immediately prior to welding.
interpass temperature: the highest temperature in the weld joint immediately prior to welding, or in the case of multiple pass welds, the highest temperature in the section of the previously deposited weld metal, immediately before the next pass is started.
Welding maintenance temperature? nonstandard term. Likely preheat maintenance which occurs AFTER not during welding
LikeLike
Yes it non-standard term, but sometime it will be used in thicker sections of special material like P3, P4, P5 which required many welders and operation shifts (2 shift in a day).
LikeLike