

There are three different types of current used for welding are alternating current (AC), direct-current electrode negative (DCEN), and direct current electrode positive (DCEP).
The terms DCEN and DCEP have replaced the former terms direct-current straight polarity (DCSP) and direct-current reverse polarity (DCRP). In other words, DCEN and DCSP are the same currents, and DCEP and DCRP are the same currents.
Some electrodes can be used with only one type of current. Others can be used with two or more types of current. Each welding current has a different effect on the weld.
DCEN – Use for GTAW, SMAW- Root or Overlay
In the direct-current electrode negative, the electrode is negative, and the work is positive. The electrons are leaving the electrode and traveling across the arc to the surface of the metal being welded. This results in approximately one-third of the welding heat on the electrode and two-thirds on the metal being welded. DCEN welding current produces a high electrode melting rate.
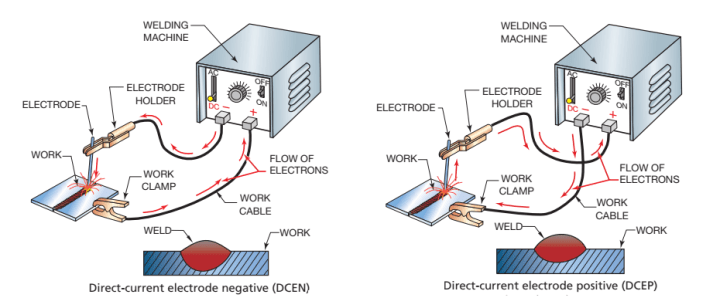
DCEP – Use for general welding SMAW, GMAW, SAW
In the direct-current electrode positive, the electrode is positive, and the work is negative. The electrons are leaving the surface of the metal being welded and traveling across the arc to the electrode. This results in approximately two-thirds of the welding heat on the electrode and one-third on the metal being welded.
AC – Use for GTAW – Aluminium or Magnesium based Alloys
In alternating current, the electrons change direction every 1/120 of a second so that the electrode and work alternate from anode to cathode. The positive side of an electrode arc is called the anode, and the negative side is called the cathode. The rapid reversal of the current flow causes the welding heat to be evenly distributed on both the work and the electrode—that is, half on the work and half on the electrode. The even heating gives the weld bead a balance between penetration and buildup.


3 thoughts on “Welding Current Types DCEN, DCEP, AC”