

In this very first and priority topic, we will try one by one of the Open/Close questions on Module ASME 31.3 – Quality Factor as a part of in-the-exam API 570 Body of knowledge (BOK)
If you don’t know how API 570 Certification scheme, See API 570 Certification Instructions
WELD JOINT QUALITY FACTORS AND CASTING QUALITY FACTORS
The inspector should be able to determine the weld joint quality factor “Ej” of a longitudinal pipe weld joint. The inspector should be able to determine:
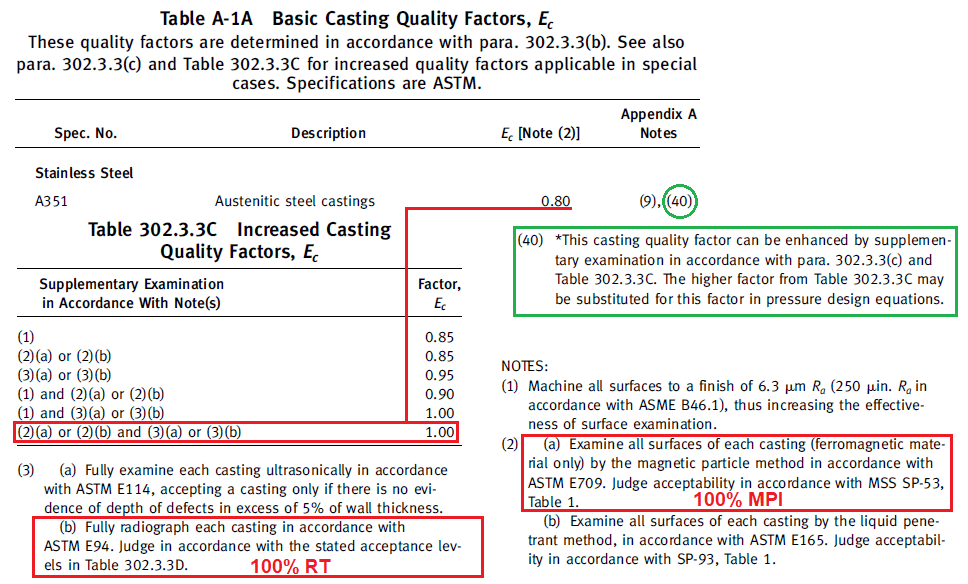
a) Casting Quality factor, E.g. from B31.3, 302.3.3 (b) and Table A-1A
b) Weld Joint Quality factors from ASME B31.3, 302.3.4 and Table A-1B;
c) Increased Joint Quality Factors by performing supplemental NDE from ASME B31.3 Table 302.3.4;
Determining weld joint quality factor may be part of an internal pressure problem since the joint factor Ej is used in the formulas for determining required thickness or internal design pressure.
Question 1: The primary purpose of allocating a weld quality factor to a longitudinal pipe weld is to take into account which one of these?
(a) The increased stress on a weld
(b) Limitations on the NDE performed on the weld
(c) The increased strength of the weld over the parent material
(d) Lack of documentation about the welding procedure
Answer: B – See ASME B31.3, 302.3.4 and Table A-1B. This factor will be used in calculating the Thickness, MAWP of piping.
Question 2: The Inspector finds that ERW (electric resistance weld) pipe is used in a piping system. What longitudinal joint factor (Ej ) would be used to calculate the required thickness for pressure?
a. 0.85
b. 0.60
c. 0.80
d. 0.90
Answer: A – See Table 302.3.4
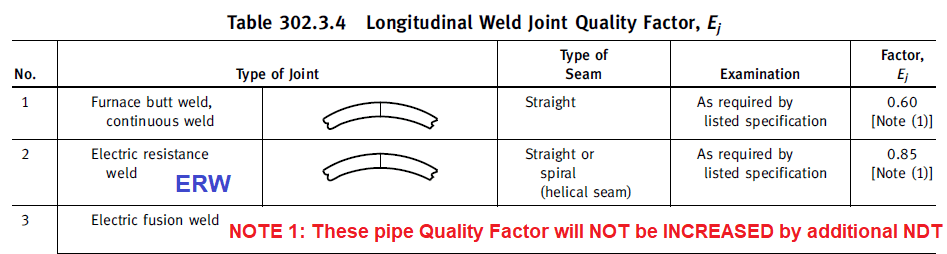
Question 3: The joint factor can not be increased by additional examination on which of the following longitudinal pipe joint:
a. Electric fusion weld, single butt weld, straight or spiral, without filler metal.
b. Electric fusion weld, double butt weld, straight or spiral.
c. Electric fusing weld, single butt weld, straight or spiral with filler metal.
d. Electric resistance weld, straight or spiral,
Answer: D – See Table 302.3.4 above.
Question 4: What is the longitudinal weld quality factor of an A691 Class 13 pipe that has received additional spot radiography as allowed by B31.3?
a. 0.85
b. 0.60
c. 0.80
d. 0.90
Answer: D – See Table 302.3.4 and Table A-1B

Question 5: What is the allowed casting quality factor (Ec) for Austenitic Steel Casting – A351 that has been fully radiographed and all surfaces have been MT tested?
a. 0.85
b. 0.60
c. 1.00
d. 0.90
Answer: C – See table 302.3.3C and Table A-1A

Thank you for this informative article on Water Pumps
LikeLike