Related specifications
| BS 7448 | Parts 1- 4 Fracture Mechanics Toughness Tests |
| BS 7910 | Guide on Methods for Assessing the Acceptability of Flaws in Metallic Structures. |
| ASTM E1820 | Standard Test Method for Measurement of Fracture Toughness. |
| BS EN ISO | 15653 Metallic Materials – Method of test for the determination of quasistatic fracture toughness of welds |
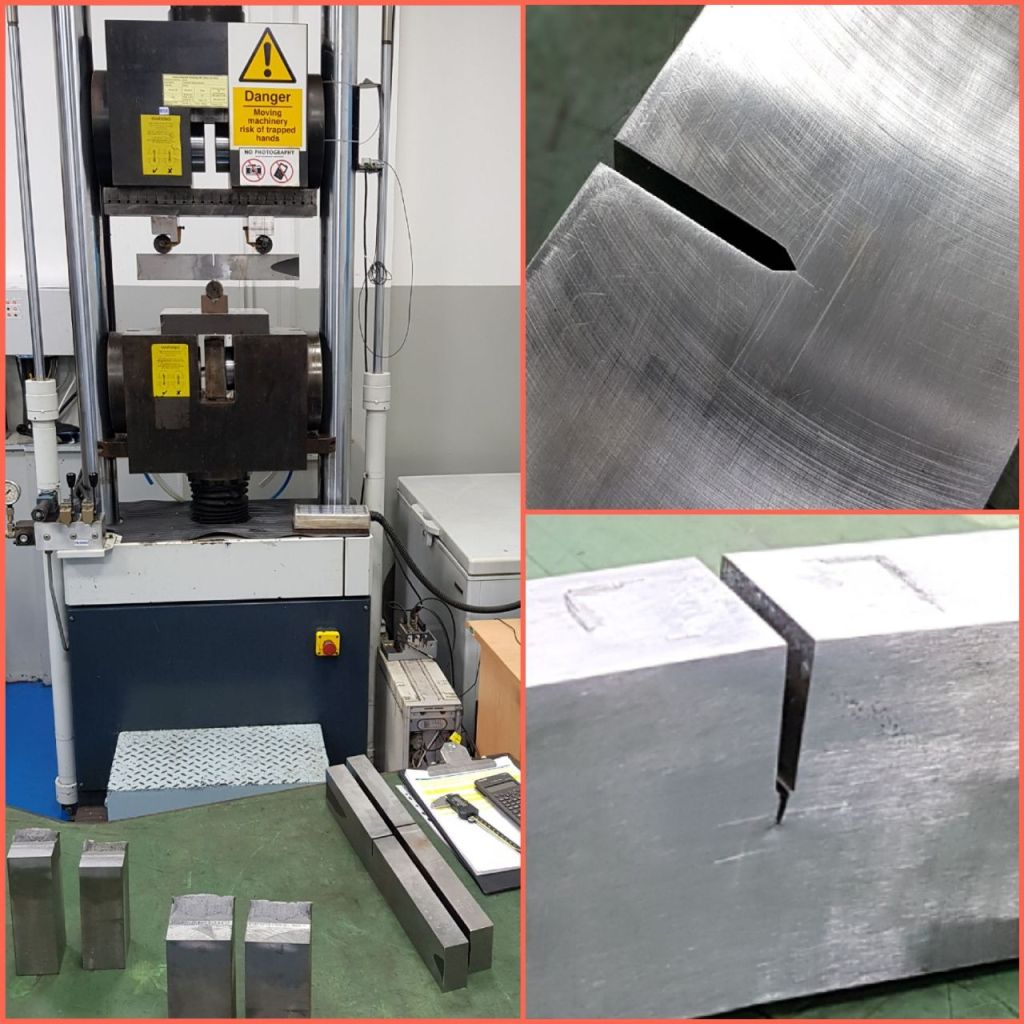
CTOD testing is performed on set of 3 no. of test samples; that are representative of an actual component thickness (B) and is subjected to in-service (representative) loading conditions and minimum design temperature. The test specimen has machined Notch along with a genuine sharp fatigue pre-crack (Worst defect) of known dimension as per test standard. This pre-cracked CTOD specimen is then placed under a gradual uniaxial tensile load until the crack sufficiently opens or initiate the cleavage crack (critical CTOD blunting of crack tip) which is assumed as point of failure.
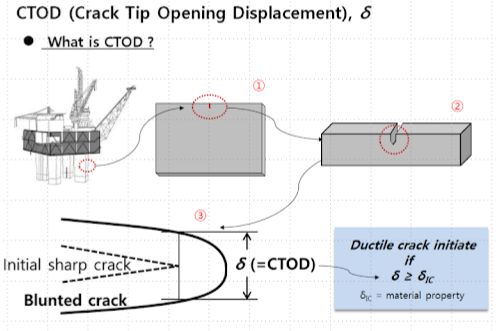
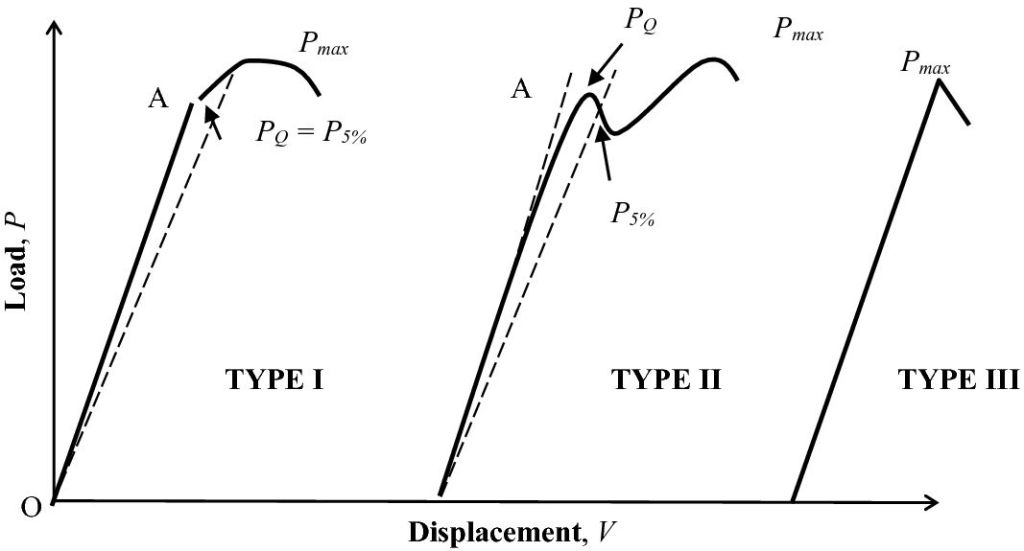
● The information that is of interest is the load at failure, displacement of the opening (width) at the time the crack propagated (on-set of crack tip after critical blunting). This information, along with load/displacement data collected throughout the test loading, is then used to determine the material’s CTOD Fracture toughness (i.e Resistance to Crack Growth). Further, CTOD test helps to determine if there are any presence of significant Localized Brittle Zones (LBZs) or Susceptible Microstructure. Significant Pop-in (drop in load) observed if brittle zones are present ahead of crack tip during testing. These pop-in phenomena should be validated for each significant Pop-in during CTOD test and such brittle zones should be further examined by post cross sectional metallography to understand its criticality or severity within the weldment.

● Once the weldment sample is broken after CTOD test, force open the crack surface in order to ensure that the fatigue crack has a reasonably straight crack front. The residual stresses present in a welded joint may cause the fatigue pre-crack front to be irregular; and if this is excessive the test may be invalid. To overcome this problem the test piece may be locally compressed (from both surfaces) at the machined notch tip to redistribute the residual stress. Two depressions each side of the sample surface can often be seen where this compression has been carried out. The fatigue pre-cracking itself should be carried out using a low stress range. The use of high stresses to speed up the fatigue pre-cracking process can result in a large plastically deformed area ahead of the fatigue crack and this will invalidate the results of the CTOD test.

● The results from a CTOD test can help to determine or predict when necessary repairs are needed to a structure. In many cases, a small crack in a structure doesn’t mean it will fail or that it requires immediate repair. Being able to schedule repairs, when deemed necessary, can potentially maximize the useful production time. The CTOD test saves downtime and unnecessary repairs, and it reduces the overall costs to maintain a structure.