


Key notes:
General:
Typical H.I from 1 – 3.5 kJ/mm

Plastic state welding or Non-fusion welding

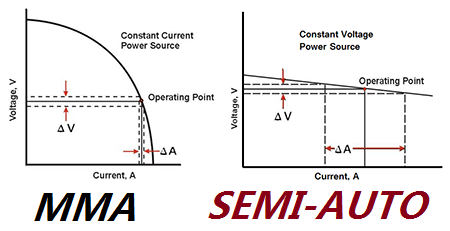
CC or CV
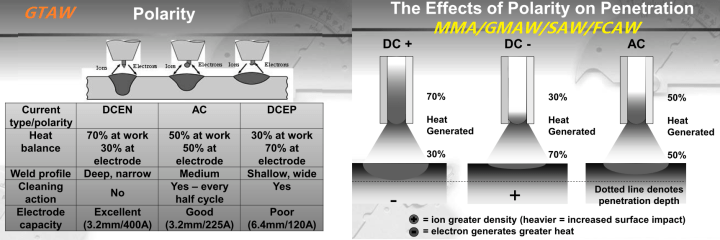
Polarity and Penetration ability
Operation Factor vs Duty Cycle

Affection of Torch Angle

MMA:
- Typical OCV : 50-90V and Operation range : 20-40V
- Arc blow because of Magnetic force (DC) –> Prevent by using AC
- Run Out Length (ROL) –> For measuring the welding Speed
TIG:
- Typical OCV : 50-90V and Operation range : 20-40V
- Filler rod – consumables vs Electrode – nonconsumable
- HF – high frequency Arc starting can Damage the equipments
- AC used for Al and Mg (Because of Best Cleaning action)
- Electrode extension increase/decrease will make Tungsten contamination/Un-stable Arc
- Water cooled applied when Current over 150A
- Slop-in/Slop-out for preventing Tungsten contamination/ Crater crack
- Autogenous welding can cause porosity because no have de-oxidizer
GMAW (MIG/MAG):
- WFS & Current directly related to Burn-off Rate
- WFS changes will affect directly to Current
- Globular transfer normal use in Mechanized MAG (CO2)
- Dip mode transfer machine will use inductance add
- MIG used for Al or Non-ferrous welding.
- Dip transfer mode cause LOF
- Spray transfer mode use for thicker joint (>25mm) and PA/PB/PC position only.
- Pulse transfer mode adjust the Peak Current / Back Current
FCAW:
- Always used with Spray transfer mode
- Deposition rate of Flux core HIGHER than Solid core
SAW:
- Highest duty cycle ~ 90-100%
- No UV light during operation
- Can operate with CC if Current > 1000A, use AC to prevent Arc Blow
- Transformer control directly the OCV
- Twin wire – One power source vs Twin wire – Two power sources (TANDEM)


One thought on “CSWIP 3.1 WELDING PROCESSES”