


[BUY] CSWIP 3.1 Learning Package
(145mb) Books & Chapter wise Questions (General Paper + Technical Paper) and Answers. Examination notes on Practical Examination of Plate/Pipe CSWIP 3.1 Learning Presentation
$80.00
Now we will continue these steps to carry out Qualify Welder!
Welder qualification to perform the work follows an Approved WPS ( welding procedure specification. It has some steps as below:
1) Code & standard apply for testing:
In this case we use: ASME IX

2) Witness for Welder testing:
Each performance qualification welder testing shall be done under full supervise and control by a third party. Normally, it is Classification ( ABS / BV/ DNV-GL, LR, KR… )
This party have to sign on welder card / welder cert after the welder pass examination.
3) Train The Welder For The Process To Be Qualified:
– Welder is trained to know skill in performing the Welding Process.
– He need have knowledge in operation of machine, precautions in storage & usage of consumable, defects in welding, their causes and remedy.
– He practice welding in the particular position in which he is to be tested / qualified.
4) Testing procedure:
- Check WPS what is used for qualificaiton
- Check Essential variable for Welder testing: pls see Part 2:
Welder qualification follow ASME IX- Part 2: Essential Variable for Welder Qualification!
5) Preparation Of Test Coupon:

Normally:
– Prepare A Test Coupon Out of 300 х 150 х (t) mm CS Plates/pipe: min length at least 150mm
– Angle, Root Face & Root Opening Shall Be As Per The WPS
– Provide Run in & Run Out Coupon & Fix the Test Coupon In Any One Of The Positions To Be Qualified.
– Weld The Groove Fully In The Position
– All Welding Variables Shall be Strictly Within The Qualified WPS
6) Base metal/welding material:
To follow WPS
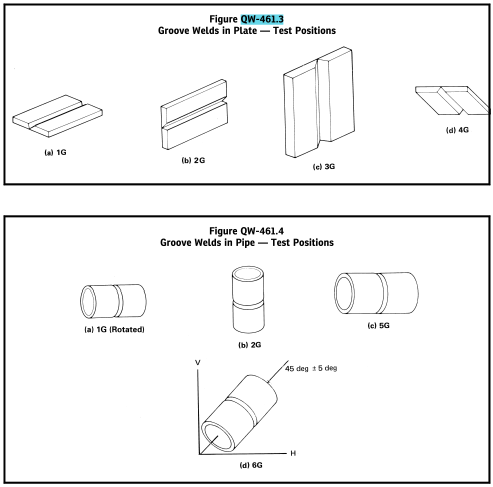
7) Testing position:


8) Diameter of test coupon:

9) Thickness qualify:

10) Fillet weld test:




11) Acceptance criterial:
+ Visual:
+ DT or NDT
Pls see previous part:
Welder qualification follow ASME IX- Part 1: Genenral
12) Expiration and Renewal of Qualification:
– QW-320 covers the requirements for retesting and renewing welder qualification

– QW-322 Expiration and Renewal of Qualification:
- When the welder has not welded with the process within 6 months
- When there is a specific reason to question his ability to make welds that met the specifications



Thanks for this post.. Our Welder Qualification Tester are aware of what codes or standards are applicable in a certain area and understand the requirements of the relevant document. We can perform various qualification and testing services in order to verify that the welder or welding operator is capable of making welds within the scope of that standard or that the instructions in the welding procedure specifications are accurate. Brazing Operator Qualification Test
Welder Qualification Test Zone Certification
Third Party Inspection Companies
Third Party Inspection Companies
LikeLiked by 1 person