

Following the discussion in Part 1: Welder qualification follow ASME IX- Part 1: Genenral
Now we continue with the concerns on Essential Variable for Welder qualification status in Certification and Welding limitation at the site.
1) Essential variable ( QW-351 ) – for welder:
– A welder shall be requalified whenever a change is made in one or more of the essential variables listed for each welding process.

– Take an example for GTAW process: ( for other welding process, we do same thing, check each variable to know what happen on it when we change them ).

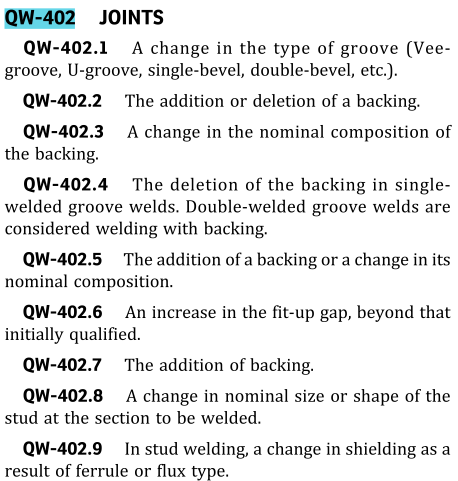
+ Joints: QW-402.4 states the deletion of backing is essential
Welders were qualified with backing so they are only allowed to weld on backing.
To be see more in ASME IX:
+ Base metal:
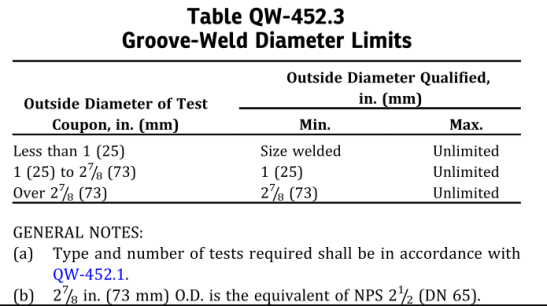
– QW-403.16 states a change in the pipe diameter qualified is essential.
- Welders were qualified on plate so they can only weld on plate.

- A change in the pipe diameter:
- Thickness limit:

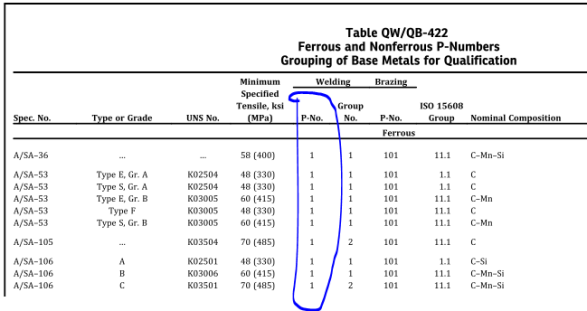
– QW-403.18 states a change in the P-No. material qualified is essential.
- Welders were qualified on P-No. 1 material so they are qualified to weld P-No. 1 through P-No. 15F, P-No. 34, and P-No. 41 through P-No. 49.


- QW-420:

- QW-423:

+ Filler metal:
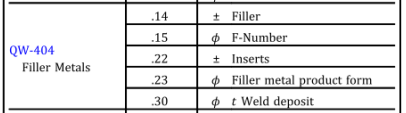
- QW-404.14: states a change between using filler metal or not using filler metal is essential. Welders were qualified with filler metal so they are only allowed to
weld with filler metal. - QW-404.15 states a change in F-No. is essential. Ex: Welders were qualified with F-No. 6 so they are only allowed to weld with F-No. 6.

- QW-404-22 states a change between using a consumable insert or not using consumable insert is essential. Welders were qualified without a consumable insert so they are only allowed to weld without a consumable insert.
- QW-404.23 states a change in the type of filler metal is essential. Welders were qualified using a solid wire so they can only weld with a solid wire.
- QW-404-30: states a change in the weld metal thickness qualified is essential. Ex: Welders deposited 1/4-in. GTA weld and 1/2-in. of GMA weld so they are qualified to deposit an 1/2-in. GTA weld and unlimited GMA weld.


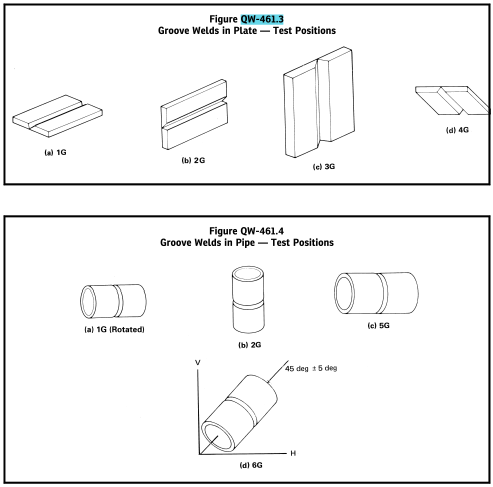
+ Position: QW-405

- QW-405.1 states a change in the position qualified is essential. Ex: Welders were qualified in the flat (1F) position so they can only weld in the 1F position.

- QW-405.3 states a change in the weld direction for vertical weld is essential.


+ Gas: QW-408.8 states the omission of inert gas backing is essential. Ex: Welders were qualified with backing so the variable does not apply.

+ Electrical: QW-409.4: states a change in the current and polarity is essential. Welders were qualified using DCEP so they can only weld using DCEP.

…
Pls read ASME IX to know more information. We just show how we check essential variable follow ASME IX.
Pls see next part: How to carry out a Welder qualification!!!

2 thoughts on “Welder qualification follow ASME IX- Part 2: Essential Variable for Welder Qualification!”