

Sometime we need qualify for welder to carry out a Fillet weld only. Have some following reason to perform this test.
+ New welder who have not too much skill to perform 1 groove weld test
+ The job just require a Fillet test only ( welding support… )
+ Not require good welder with high skill
+ Saving the training time for welder
+ …
So, we need to qualify welder for Fillet weld.
As we know 1 welder is certified for grooves weld, it means he is certified for Fillet weld also.


Now, how to do this test?
We will carry out these steps as below showing to qualify welder & make sure welder is enough skill to do job smoothly.

1) Training welder:
– Welder is trained to know skill in performing the Welding Process.
– He practice welding in the particular position in which he is to be tested / qualified.
2) Code apply for testing:
In this case we will use ASME IX for qualification.
3) Certify by:
A third party what is recognized, will be required for certification these welder.
4) Welding procedure:
The approved WPS will be used for this test.
5) Preparing for testing:
- Base metal & welding material to be followed Approved WPS.
- Dimension of test coupon for Fillet welds in Plate:

- Dimension of test coupon for Fillet welds in Pipe:

6) Test position:
It will depend on production requirement.





7) Qualified diameter / thickness range of test coupon:


8) Testing preformance:
Pls take note: stop & restart weld near the center.
9) Acceptance criterial:
Pls refer to below link:
Welder qualification follow ASME IX- Part 1: Genenral
+ Visual:
+ Macro test:



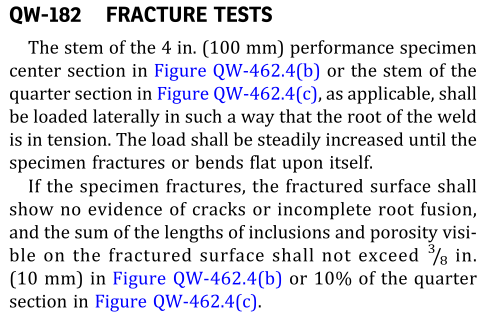
+ Fracture test:
10) Expiration and Renewal of Qualification:
See below link:
Welder qualification follow ASME IX- Part 2: Essential Variable for Welder Qualification!
The end! Thanks!!!
Written by Thanh ( QC ) Nguyen Le.

One thought on “Welder qualification for Fillet weld following ASME IX”