

CSWIP 3.1 QUESTION AND ANSWER SERIES
CSWIP 3.1: Question with Answer and Explanation – Part 1
CSWIP 3.1: Question with Answer and Explanation – Part 2
CSWIP 3.1: Question with Answer and Explanation – Part 3
CSWIP 3.1: Question with Answer and Explanation – Part 4
CSWIP 3.1: Question with Answer and Explanation – Part 5
CSWIP 3.1: Question with Answer and Explanation – Part 6
CSWIP 3.1: Question with Answer and Explanation – Part 7
CSWIP 3.1: Question with Answer and Explanation – Part 8
CSWIP 3.1: Question with Answer and Explanation – Part 9
CSWIP 3.1: Question with Answer and Explanation – Part 10
CSWIP 3.1: Question with Answer and Explanation – Part 11
CSWIP 3.1: Question with Answer and Explanation – Part 12
CSWIP 3.1: Question with Answer and Explanation – Part 13
CSWIP 3.1: Question with Answer and Explanation – Part 14
CSWIP 3.1: Question with Answer and Explanation – Part 15
CSWIP 3.1: Question with Answer and Explanation – Part 16
CSWIP 3.1: Question with Answer and Explanation – Part 17
CSWIP 3.1: Question with Answer and Explanation – Part 18
CSWIP 3.1: Question with Answer and Explanation – Part 19
CSWIP 3.1: Question with Answer and Explanation – Part 20
1) One of the following alloys is non-magnetic. Which?
- 4% Chromium Molybdenum
- 12% Chromium
- Austenitic Stainless Steel (answer)
- 9% Nickle Steel

2) When TIG welding Austenitic Stainless Steel pipe, Argon gas baking is called for. This is to:
- Prevent oxidation ( answer )
- Prevent under bead cracking
- Prevent porosity
- Control the penetration bead shape

3) The principal purpose of a welder qualification test is to:
- Test the skill of the welder. ( answer )
- Assess the weldability of the materials.
- Decide which NDT methods to use.
- Give the welder practice before doing production welding.

4) A fabrication procedure calls for the toes of all welds to be blended in by grinding. The reason for doing this is to:
- Make the weld suitable for liquid (dye) penetrant inspection.
- Improve the fatigue life. (answer)
- Reduce residual stresses.
- Improve the general appearance of the welds.

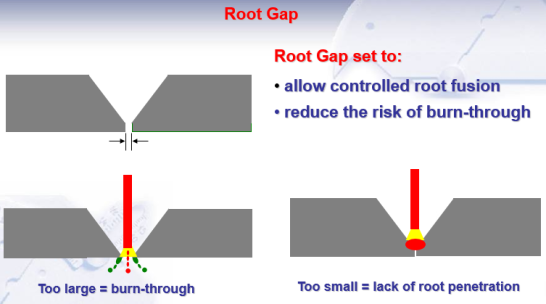
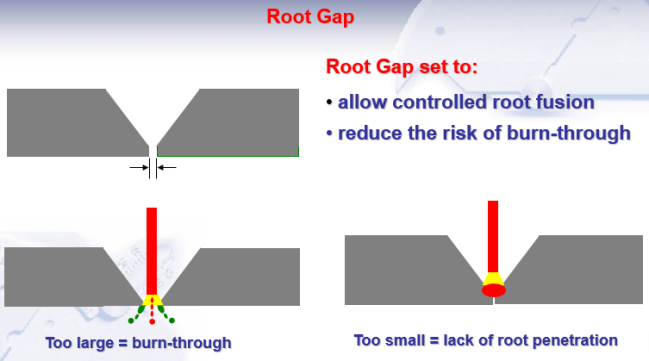
5) For full penetration single-sided butt joints, root bead penetration and profile are mainly influenced by:
- Root face.
- Bevel angle.
- Root gap. ( answer )
- Included angle.
Pls take note the “profile” in question.


6) Which of the following would be cause for rejection by most fabrication standards when inspecting fillet welds with undercut, a small amount of:
- Depth
- Length
- Width
- Sharpeness (answer)
The size effect is reflected by the loss of cross-sectional area which is insignficantwhen compare to the shape effect.


7) When visually inspecting the root bead of the single V-butt weld it should be checked for:
- Lack of root penetration. ( answer )
- HAZ hardness.
- Tungsten inclusions.
- Slag
Because this is “visual inspection”. So we can’t check hardness / internal slag / tungsten insclucions.
8) The strength of a fillet weld is determined by:
- Leg length.
- Weld profile.
- Weld width.
- Throat thickness. (answer)

9) The European Standard for NDE of fusion welds by visual examination is:
- EN 288.
- EN 499.
- EN 287.
- EN 970. ( answer )

10) Visual inspection of a fabricated item for a high integrity application should cover inspection activities:
- Before, during and after welding. ( answer )
- Before welding only.
- After welding only.
- During and after welding only.
11) Incomplete root penetration in a single V butt joint may be caused by:
- Excessive root face.
- Excessive root gap.
- The current setting being too low.
- Both a and c. ( answer )


Below is summary why lack of penetration:

Current: The current used will be determined by the choice of electrode, electrode diameter and material type and thickness. Current has the most effect on penetration.

12) Incomplete root fusion in a single V butt weld may be caused by:
- Linear misalignment. (answer)
- Root gap being too large.
- Root faces being too small.
- Welding current too high.
Refer above question!

13) When visually inspecting the face of a finished weld which of the following flaws would be considered to be the most serious:
- Excess weld metal height.
- Start porosity.
- Spatter
- Arc strikes. ( answer )

Arc strikes: easy lead to crack due to cooling down too fast.
14) A burn-through may occur if the:
- Current is too low.
- Root face is too large.
- Root gap is too large.
- Arc voltage is too high. (answer)
Arc voltage is more than effect.

15) A Code of Pratice is a:
- Standard of workmanship quality only.
- Set of rules for manufacturing a specific product. (answer)
- Specification for the finished product.
- Code for the qualification of the welding procedures and welders qualifications.

Pls see next part!!!
Thanks!!!

In regards to Question 14, as per sketch and explanations, the correct answer is 3 NOT 4.
Burn-Through may occur if
Root Gap is too large.
Regards,
LikeLike