

CSWIP 3.1 QUESTION AND ANSWER SERIES

[BUY] CSWIP 3.1 Learning Package
(145mb) Books & Chapter wise Questions (General Paper + Technical Paper) and Answers. Examination notes on Practical Examination of Plate/Pipe CSWIP 3.1 Learning Presentation
$80.00
1) A solid inclusion in a welder may be:
- Entrapped slag. (answer)
- Entrapped gas.
- Lack of inter-run fusion.
- None of the above.
This is “solid” not gas!
2) Which is the following is a planar imperfection?
- Lack of sidewall fusion. (answer)
- Slag inclusion.
- Linear porosity.
- Root concavity.

3) For fillet welds it is normal practice in the UK and USA measure:
- Throat thickness.
- Leg lengths. ( answer )
- Penetration depths.
- Both 1 and 3.
Measure “Leg lengths” is easy checking on site.
4) Heavy porosity on the surface of some MMA welds made on a construction site is most likely to be caused by :
- Use of the wrong class of electrodes.
- Use of excessive current.
- Moisture pick-up in the electrode covering. ( asnwer )
- A bad batch of the electrodes.

5) Slag inclusion may be present is:
- Manual metal arc welds. (answer)
- Metal inert gas welds.
- Metal active gas welds.
- All welds.

6) The main cause of undercut is:
- Excessive amps. (answer)
- Excessive OCV.
- Excessive travel speed.
- Current too low.

7) Which group of welders is most likely to require continuous monitoring by a welding inspector?
- Concrete shuttering welders.
- Overland pipeline welders. ( answer )
- Tack welders.
- Maintenance welders.

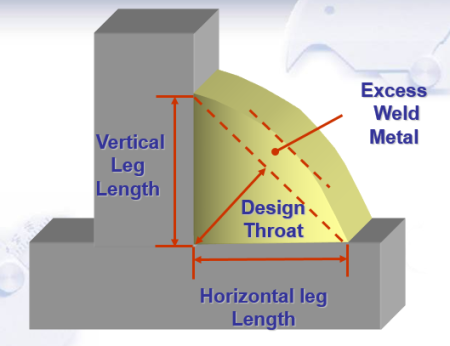
8) Which of the following fillet welds is the strongest assuming they are all made using the same material and welded using the same WPS?
- 8mm throat of a mitre fillet. ( answer )
- 7mm leg + 2mm excess weld metal. ( throat thickness: 7*0.7=4.9mm, excess weld metal is not effect to strength of weld )
- Mitre fillet with 10mm leg. ( throat thickness: 10*0.7=7mm )
- Concave fillet with 11mm leg. ( throat thickness: least )

Throat thickness is direct effect to the strength of weld.
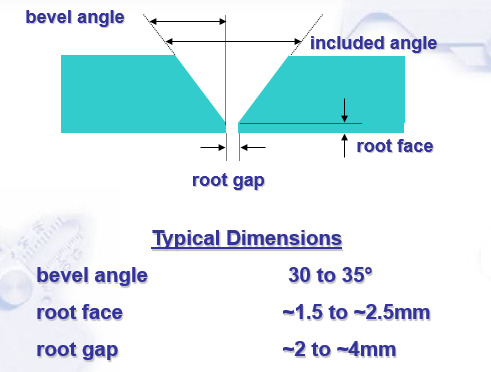
9) A typical included angle for MMA welding a full penetration pipe butt is:
- 350 .
- 700. ( answer )
- 900.
- Dependent on the pipe diameter.
10) A fillet weld has an actual throat thickness of 8mm and a leg length of 7mm, what is the excess weld metal?
- 2.1mm
- 1.8mm
- 3.1mm ( answer )
- 11.4mm

From leg length 7mm –> design throat thickness is 7*0.7 = 4.9mm
So, excess weld metal is 8 – 4.9 = 3.1mm
11) The fusion boundary of a fillet weld is the:
- Boundary between the weld metal and HAZ. ( answer )
- Boundary between individual weld runs.
- Depth of root penetration.
- Boundary between the HAZ and parent material.

It is same with butt weld:

12) If the Visual Welding Inspector detects a type of imperfection not allowed by the application Standard he must:
- Request further NDE.
- Reject the weld. ( answer )
- Prepare a concession request.
- Reject the weld only if he considers it to be harmful.
13) BS EN 970 allows the use of a magnifying glass for visual inspection but recommends that the magnification is:
- X2
- X2 to X5. ( answer )
- X5 to X10.
- Not greater than X20.

14) The majority of welder qualification tests are carried out using unbacked joints, because:
- It is quicker and cheaper if back-gouging is not required.
- If the welding process is not TIG back purging is not required.
- All welder qualification tests are done on small diameter pipe.
- It requires more skill and increase the welders’ qualification range (answer )

15) If submerged arc welding is to be used to make butt welds, which would you be most critical of?
- The root gap tolerance ( answer )
- The angle of preparation
- The root face width
- The gas cut finish
Root Gap is very important for accessibility joint.

End !!!, any concerns and questions, please comment and we will give the correct answer.

Dear sir
What is answer of this question which mechanical test can be used to measure the toughness of weld metal, HAZ and parent material
LikeLike
impact test!
LikeLike
i want this complete book i will pay you but how much brother
LikeLiked by 1 person
Hello, the payment is available on Part 1.
LikeLike
It is great . Update me same time
LikeLike
GOOD
LikeLike
Charpy v notch
LikeLiked by 1 person
good explaination.
LikeLike