

Welding power can be supplied as three typical types as below:
■ Constant voltage (CV)—The arc voltage remains constant at the selected setting even if the arc length and amperage increase or decrease.
■ Rising arc voltage (RAV)—The arc voltage increases as the amperage increases.
■ Constant current (CC)—The total welding current (watts) remains the same. This type of power is also called drooping arc voltage (DAV) because the arc voltage decreases as the amperage increases.
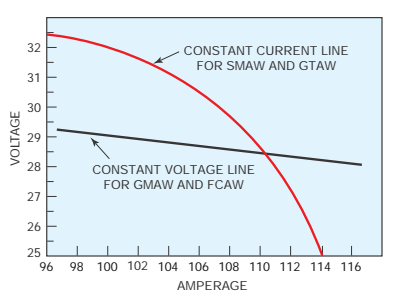
The shielded metal arc welding (SMAW) process requires a constant current (CC) arc voltage characteristic, illustrated by the constant current line. The shielded metal arc welding machine’s voltage output decreases as current increases. This output power source provides a reasonably high open-circuit voltage before the arc is struck. The high open-circuit voltage (OCV) quickly stabilizes the arc. The arc voltage rapidly drops to the lower closed circuit-level after the arc is struck. Following this short starting surge, the power (watts) remains almost constant despite the changes in arc length.
With a constant voltage output, small changes in arc length would cause the power (watts) to make large swings. The welder would lose control of the weld.
Conclusion:
CC – Use for Manual welding MMA, GTAW (arc gap variated by welder “shake” hand), however, the arc power still be the same.
CV – Use for Semi-Auto welding GMAW, SAW (welding wire be feed to welding pool continuously, hence, it need to be melt constantly with stabilized arc gap), therefore, the current will change quickly to melt faster or slower depending on the wire feed speed.

2 thoughts on “Welding Power Types CC, CV, RAV”