

It is not uncommon to find fabricating shops that are welding a variety of metals including carbon steel, stainless steel, aluminum, and nickel alloys. In many cases, some of these materials need to be welded to other types. Once a very common situation, especially in shipbuilding, oil & gas projects in welding carbon steel to stainless.
One of the most frequent questions we receive about this is what filler metal to use. Welding dissimilar metals can be tricky, especially when you get into the exotic alloys. Always consult with the manufacturer of the base material or seek the expert advice of the filler metal manufacturer.
Carbon steel must not be welded directly to austenitic stainless steels as the solidified weld metal will form martensite, which has low ductility and which, as it contracts, is likely to crack. There is an easy way to select the higher alloy filler, which will dilute to give the correct austenitic microstructure with enough ferrite to avoid shrinkage cracks. One common way is to use a Schaeffler DeLong diagram to expect weldment property with a given electrode and dilution ratio of two base metals.

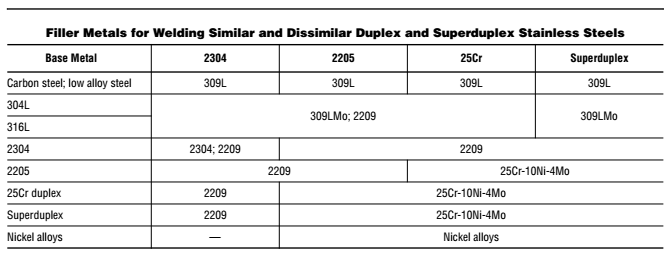
The well known recommends that carbon steel to SS-304(L) uses Consumable-309L or 309Lsi, and carbon steel to SS-316(L) uses Consumable-309LMo.
If nitrogen (N2) additions are used in shield gas, care is required as it will decrease the ferrite content of the weld metal, which may cause hot cracking ( typical FN of Austenite Stainless steel is 3-4 FN ). However, a small addition of N2 will give much more benefit when welding Duplex stainless steel by balancing two phases Ferrite and Austenite.
The shielding gas must not include the oxygen often used in carbon steel mixtures. If an active gas is desired, then low levels of CO2 can be used.
