

According to AWS D1.1 requirement (The others like ASME IX, EN ISO 15614. API 1104 doesn’t)
CJP (complete joint penetration): A joint root condition in a groove weld in which weld metal extends through the joint thickness. There are two types of CJP which should be understood clearly before going through the topic.

Type 1: CJP groove weld (statically and cyclically loaded structures plate, beam, or structure pipe OD > 600mm ). A groove weld which has been made from both sides or from one side on a backing having CJP and fusion of weld and base metal throughout the depth of the joint. (PQR run with Plate)
Type 2: CJP groove weld (tubular structures OD > 20mm). A groove weld having CJP and fusion of weld and base metal throughout the depth of the joint. A CJP tubular groove weld made from one side only, “without backing”, is allowed where the size or configuration. (PQR run with Pipe or Std.Pipe small OD)

Do not Confuse the structure Pipe term with Process piping which will be welded with ASME IX!
Consider, for example, the requirements as they relate to Complete Joint Penetration (CJP) groove welds made in accordance with the American Welding Society Structural Welding Code – Steel (AWS D1.1:2015).

A review of the prequalified joint details in AWS D1.1 reveals that “All” CJP groove welds (with one exception which will be discussed below) utilize either single-sided joints with steel backing or double-sided joints that “involve back gouging“. Either option is permitted, and when properly made, both should result in a weld throat that is equivalent to the thickness of the thinner base metal joint.

The single exception to this is the B-L1-S detail, which is limited to a maximum thickness of 3/8 in (10 mm). This detail relies on the penetration of the submerged arc welding process to achieve a CJP groove weld. You can see that only one case allow CJP without backing/ back gouging for Type 1 CJP.
It would be easy to conclude that AWS D1.1 requires either (a) steel backing for one-sided joints, or (b) double-sided joints that use back gouging. However, this conclusion would be incorrect, and a careful evaluation of code “requirements” with respect to this criterion will reveal that the code permits alternatives.
The key principle that provides understanding in this particular instance is the difference between prequalified Welding Procedure Specifications (WPSs) and those that are qualified by test. In order for a WPS to be prequalified, it must comply with all the criteria of Chapter 3 in the AWS D1.1 Structural Welding Code. However, it is also possible to qualify WPSs by test in conformance with AWS D1.1, Chapter 4 – Qualification. Such qualification testing could thereby permit the use of other materials for backing, including ceramic, glass tape, copper and iron powder (see Backing in welding)
Qualification testing could similarly permit the use of double-sided joints without back gouging. This is specifically addressed in AWS D1.1, Table 4.5 – “PQR Essential Variable Changes Requiring Requalification for SMAW, SAW, GMAW, FCAW, and GTAW,” Item 35. This provision states that “the omission, but not inclusion, of backing or back gouging” would require qualification of the WPS. It means that you can do PQR for PJP (Partial Joint Penetration) and applied Back gouging for full penetration concept but it not mean that your WPS is qualified for CJP joints (due to the mechanical properties may change according to multiple heat cycles.)
Case Study
For many years, a fabricator had made CJP groove welds in T-joints for offshore applications, using double-sided joints with back gouging, consistent with the prequalified AWS D1.1 joint detail TC-U5-GF (see Figure 4). Rather than incorrectly assuming that back gouging of two-sided CJP groove welds was a “requirement,” this fabricator took advantage of the D1.1 Code alternative which permitted WPS qualification without the use of back gouging.
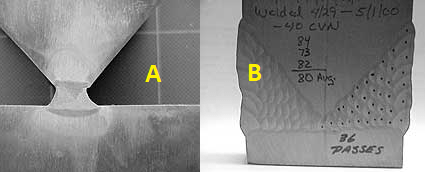
The alternative approach replaced the back gouging operation with a unique root pass procedure that ensured a CJP groove weld. The overall joint was a tee, composed of two 3 in (75 mm) steel members, and was prepared with a double bevel groove preparation, using a 50 degree included angle, no root opening, and no root face. Two pulsed GMAW arcs, operating from opposite sides of the web, simultaneously made the root passes. Longitudinal spacing for the opposed arcs was approximately 1/2 in (12 mm). Figure A shows the root passes, with complete penetration. Figure B shows the completed joint that was filled with pulsed GMAW as well.
Is a Unique Root Pass WPS without backing/ back gouging will be considered as CJP WPS?
Ans: NOPE for Type 1 CJP, But YES for Type 2 CJP.

Such techniques necessitated WPS qualification testing, but the potential cost savings greatly outweighed the expense of the WPS qualification testing.
Conclusions
Reevaluation of “requirements” such as backing or back gouging for AWS D1.1 CJP groove welds may permit the use of cost-effective alternatives. Once a WPS is qualified, it then may be submitted to the Engineer for approval, consistent with AWS D1.1, Section 4.1.1.
In other situations, Code provisions can be waived and alternatives permitted when approved by the Engineer. For example, AWS D1.1, Section 6.8 permits the Engineer to use alternative criteria for specific applications. Approving alternatives should not be casually approached, and the Engineer is encouraged to rely upon prior experienced engineering judgment, in addition to analytical or experimental data. However, alternatives can be approved in this manner, permitting viable alternatives.
In the preceding case study, the cost savings achieved were impressive. Equally important, overall quality is expected to be enhanced since reliance is made upon a system that includes careful control of the welding procedures for the root pass, rather than on back gouging operations that are inherently subject to variations in operator skill. As is frequently the case, this cost-saving effort also improved quality.

5 thoughts on “What is CJP in welding”