

Arc Blow is the deflection of arc from its normal path because of magnetic forces.

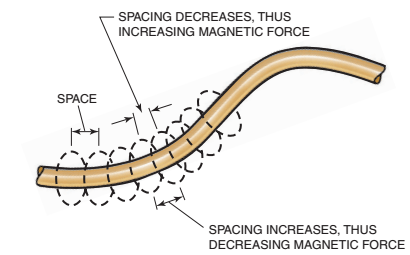
When electrons flow, they create lines of magnetic force that circle around the path of flow. These lines of magnetic force are referred to as magnetic flux lines. They space themselves evenly along a current-carrying wire. If the wire is bent, the flux lines on one side are compressed together, and those on the other side are stretched out. The unevenly spaced flux lines try to straighten the wire so that the lines can be evenly spaced once again. The force that they place on the wire is usually small, so the wire does not move. However, when welding with very high amperages, 600 amperes or more, the force may actually cause the wire to move. The welding current flowing through a plate or any residual magnetic fields in the plate will result in unevenly spaced flux lines. These uneven flux lines can, in turn, cause the arc between the electrode and the work to move during welding.
The term arc blow refers to this movement of the arc. Arc blow makes the arc drift like a string would drift in the wind. Arc blow can be more of a problem when the magnetic fields are the most uneven such as when they are concentrated in corners, at the ends of plates, and when the work lead is connected to only one side of a plate.
The more complex a weldment becomes, the more likely the arc blow will become a problem. Complex weldments can distort the magnetic lines of flux in unexpected ways. If you encounter severe arc blow during a weld, stop welding and take corrective measures to control or reduce the arc blow.
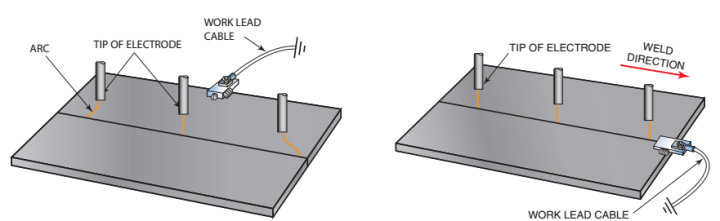
Arc blow can be controlled or reduced by connecting the work lead to the end of the weld joint, and then welding away from the work lead. Another way of controlling the arc blow is to use two work leads, one on each side of the weld. The best way to eliminate the arc blow is to use alternating current (AC). Because of alternating current changes directions, the flux lines do not become strong enough to bend the arc before the current changes direction. If it is impossible to move the work connection or to change to AC, a very short arc length can help control arc blow. A large tack weld or a change in the electrode angle can also help control arc blow.
Arc blow may not be a problem as you are learning to weld in the shop because most welding tables are all steel. However, if you are using a pipe stand to hold your welding practice plates, arc blow can become a problem.
Try reclamping your practice plates.

One thought on “Welding Arc Blow Causes & Remedies”