


Refer Doc: AWS D1.1 Table 4.5, welding variables
Continue on the explanation of requirement on AWS D1.1 – Joint design variable:
Table 4.5 para 31: A change in groove type (e.g., single-V to double-V), except qualification of any CJP groove weld qualifies for any groove detail conforming with the requirements of 3.12 – PJP, 3.13 – CJP, 9.10, or 9.11.
It means that when you make a PQR with CJP sample, your WPS can use for many type (all type) of weld joint type that including both CJP, PJP types as defined in 3.12, 3.13, 9.10, 9.11.
What is CJP groove weld See this: What is CJP in welding or as defined in AWS D1.1 para 3.13.
And How you will plan for running a PQR with backing (CJP) or utilize a without backing groove (PJP) that will qualify a WPS assigned for CJP joints.
3.12 PJP Requirements
PJP groove welds as defined in 3.12.1 shall be made using the joint details described in Figure 3.2 (a list of prequalified PJP joint types). The joint dimensional limitations described in 3.12.3 shall apply.

3.12.1 Definition.
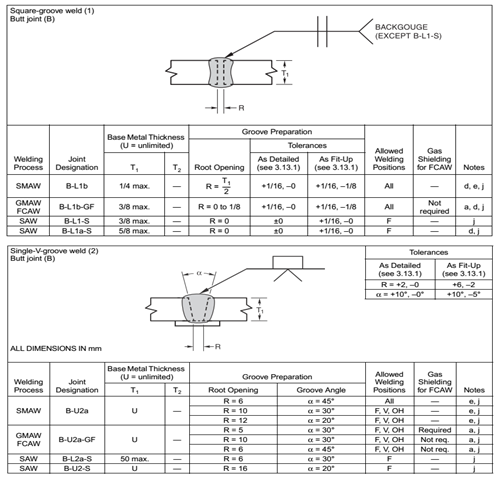
Except as provided in 9.11.2 (tubular CJP without backing) and Figure 3.3 (B-L1-S is CJP joint without backing), groove welds without steel backing, welded from one side, and groove welds welded from both sides, but without back gouging, are considered PJP groove welds
3.13 CJP Groove Weld Requirements
CJP groove welds shall be as detailed in Figure 3.3 (a list of prequalified CJP joint types) and are subject to the limitations described in 3.13.1
3.13.1 Joint Dimensions.
Dimensions of groove welds specified in 3.13 may vary on design or detail drawings within the limits or tolerances shown in the “As Detailed” column in Figure 3.3. Fit-up tolerance of Figure 3.3 may be applied to the dimension shown on the detail drawing.
3.13.2 Backing.
Prequalified CJP groove welds made from one side only that shall have steel backing, except as allowed for tubular structures (the concept of CJP without backing). See the CJP type 2 in this article: What is CJP in welding
3.13.2.1 Prequalified CJP groove welds detailed without steel backing or spacers may use backing other than steel
as listed in 5.9.3 when the following conditions are met:
(1) The backing is removed after welding, and,
(2) The backside of the weld is back gouged to sound metal and back welded.
Welding procedures for joints welded with backing other than steel in which the weld is to be left in the as-welded condition without back gouging and welding from the other side are not prequalified.
5.9.3 Non-Steel Backing. Roots of groove welds may be backed by copper, flux, glass tape, ceramic, iron powder, or similar materials to prevent melt-through.

2 thoughts on “AWS D1.1 Table 4.5 para 31 variable”