

Preheating is the requirement from both WPS Standard (Ex: ASME IX, AWS D1.1) and End using code (ASME 31.3, ASME VIII). The calculation and investigate on this item have been discussed in previous articles.
In this article, we would like to introduce some ways to check the Preheating temperature during site surveillance:
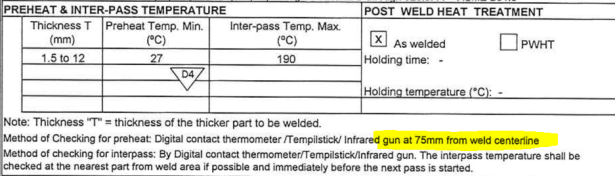
1st – Follow WPS guideline:
Ex: WPS
2nd – Specification of the project: Some project specs will somehow mention some certain requirements on this item.
Ex: Specification mentions:

3rd – Reading in End using Code (Ex: AMSE B31.3):
Preheating: the application of heat to the base material immediately before or during a forming, welding, or cutting process. See para. 330.
The preheat requirements herein apply to all types of welding, including tack welds, repair welds, and seal welds on threaded joints.
330.1.4 Preheat Zone. The preheat zone shall be at or above the specified minimum temperature in all directions from the point of welding for a distance of the larger of 75 mm (3 in.) or 1.5 times the greater nominal thickness. The base metal temperature for tack welds shall be at or above the specified minimum temperature for a distance not less than 25 mm (1 in.) in all directions from the point of welding.

4th – Reading on WPS standard (Ex: AWS D1.1):
Preheat and interpass temperature shall be sufficient to prevent cracking. Base metal shall be preheated, if required, to a temperature not less than the minimum value listed on the WPS (see 3.6 for prequalified WPS limitations and Table 4.5 for qualified WPS essential variable limitations).
Preheat and all subsequent minimum interpass temperatures shall be maintained during the welding operation for a distance at least equal to the thickness of the thickest welded part (but not less than 3 in [75 mm]) in all directions from the point of welding. Minimum interpass temperature requirements shall be considered equal to the preheat requirements, unless otherwise indicated on the WPS.
Preheat and interpass temperature shall be checked just prior to initiating the arc for each pass.
For combinations of base metals, the minimum preheat shall be based on the highest minimum preheat

5th – Another reference (Ex: CSWIP 3.1):


One thought on “Preheating temperature distance range”