

After completed the Part 3: Internal & External Pressure, we will continue to try on the Close questions on Module ASME VIII – Pressure testing as a part of in-the-exam API 510 Body of knowledge (BOK)
If you don’t know how API 510 Certification scheme, See API 510 Certification Instructions
PRESSURE TESTING
The inspector should be able to:
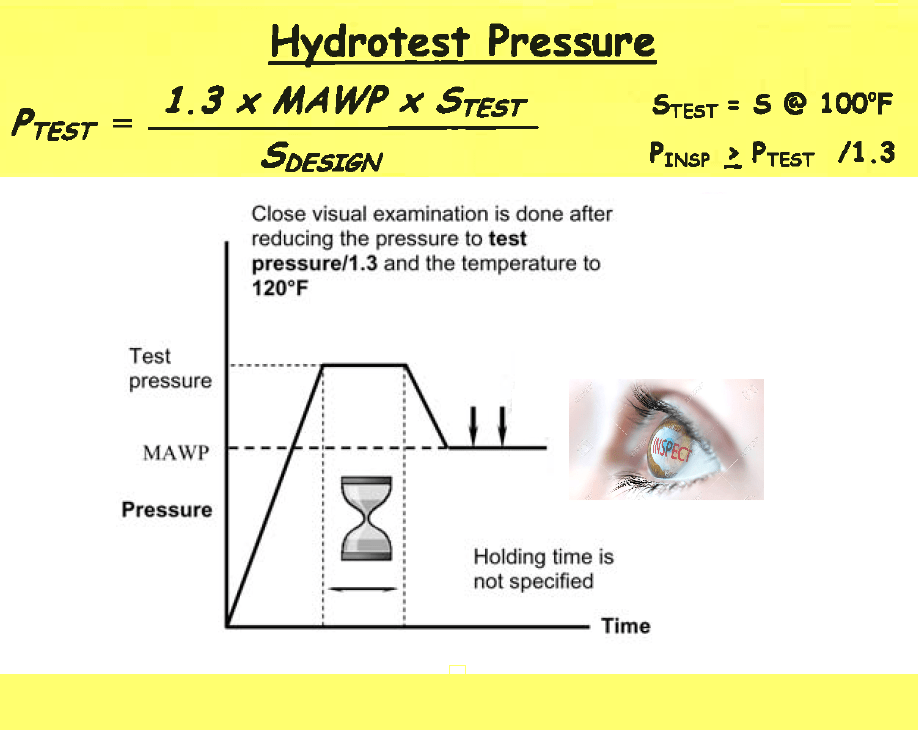
a) Calculate a test pressure compensating for temperature. (UG-99 & UG-100)
b) Be familiar with the precautions associated with hydrostatic and pneumatic testing, such as minimum test temperatures, protection against overpressure etc.
c) Be familiar with all steps in a hydrotest procedure (UG99 and UG100)
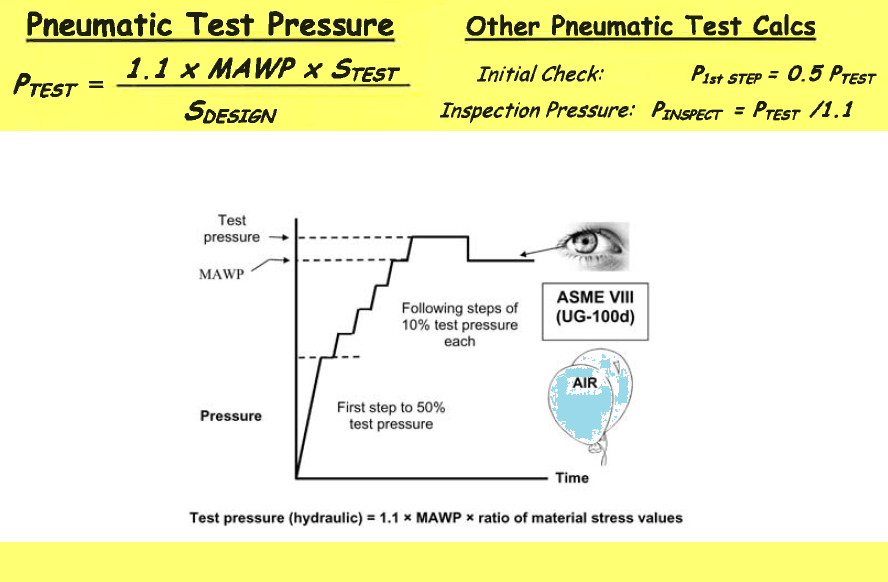
d) Be familiar with all steps in a pneumatic test procedure (UG-100 and UG-102)
Question 1: What is the current multiplier of hydrostatic test pressure compared to MAWP, excluding any temperature correction?
(a) 1.1
(b) 1.3
(c) 1.5
(d) It depends on the amount of RT that has been done (RT1, RT2, etc.)
Explanation: See UG-99: Standard for hydrostatic test.
Question 2: A vessel with a MAWP of 1000 psi at a design temperature of 700 8F is hydrostatically tested at 1300 psi at ambient temperature. What is wrong with this?
(a) Nothing
(b) The vessel has been overstressed
(c) The vessel has not been stressed high enough to test its integrity
(d) The low temperature will provide a brittle fracture risk
Explanation: See UG-99: Standard for hydrostatic test.

Question 3: A vessel has a design pressure of 200 psig and a design temperature of 400*F. The material allowable stresses (S) are shown in ASME II as follows:
– S at ambient temperature = 20 ksi
– S at 400*F = 18 ksi
If it is hydrostatically tested at ambient temperature, at what pressure should an inspection be made of the weld joints and seams?
(a) 200 psig
(b) 222 psig
(c) 289 psig
(d) None of the above
Explanation: See UG-99 (g): This inspection shall be made at a pressure not less than the test pressure divided by 1.3.
Question 4: Which of these statements is TRUE for pneumatic test?
(a) A pneumatic test places the vessel under less stress than a hydrostatic test (Ratio 1.1 instead of 1.3)
(b) A pneumatic test has more chance of resulting in brittle fracture (because of energy accumulation)
(c) A pneumatic test is more dangerous than a hydrostatic test (catastrophic)
(d) A pneumatic test may be allowed on vessels that have not had 100 % RT (FALSE)
Explanation: See UG-100: Standard for pneumatic test
On welded pressure vessels to be pneumatically tested in accordance with UG-100, the full length of the following welds shall be examined for the purpose of detecting cracks:
(a) all welds around openings;
(b) all attachment welds, including welds attaching non-pressure parts to pressure parts, having a throat thickness greater than 1/4 in….
Question 5: A vessel has a design pressure of 200 psig and a design temperature of 400*F. The material allowable stresses (S) are shown in ASME II as follows:
– S at ambient temperature = 20 ksi
– S at 400*F = 18 ksi
If it is pneumatically tested at ambient temperature, and as it is air and has no hydrostatic head effects, at what pressure should a leakage inspection be made of the weld joints and seams?
(a) 200 psig
(b) 222 psig
(c) 244 psig
(d) 260 psig
Explanation: See UG-100: Standard for pneumatic test.
Question 6: A vessel is to be pneumatically tested to 100 psig with air. The vessel is manufactured from a material that has a minimum design metal temperature of 10*F. What is the minimum temperature at which the vessel can be safely tested?
(a) 10*F
(b) 30*F
(c) 40*F
(d) 68*F
Explanation: See UG-100 (c): Standard for pneumatic test.

Question 6: What are the increments used to increase the pressure up to pneumatic test pressure?
(a) Increase gradually to 50 % design pressure followed by 10 % increments
(b) Increase gradually by 10 % increments
(c) Increase gradually to 50 % test pressure followed by 10 % increments
(d) Increase gradually to 1.3 x design pressure followed by 10 % increments
Explanation: See Explanation in Question 5.
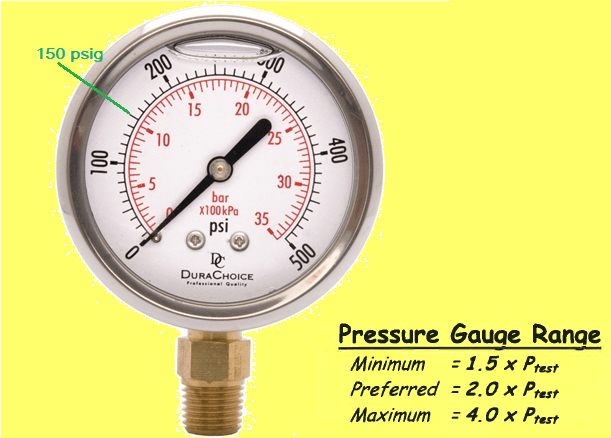
Question 7: A vessel is to be pressure tested to 150 psig. Which of the following ranges should be used for the test gauge?
(a) 0–200 psi
(b) 0–175 psi
(c) 0–500 psi
(d) 0–750 psi
Explanation: See UG-102 Test Gauge requirement.

please guide me for question bank with answers
LikeLike
Hi, the package are available on the website. We can guide you to learn from it.
LikeLike