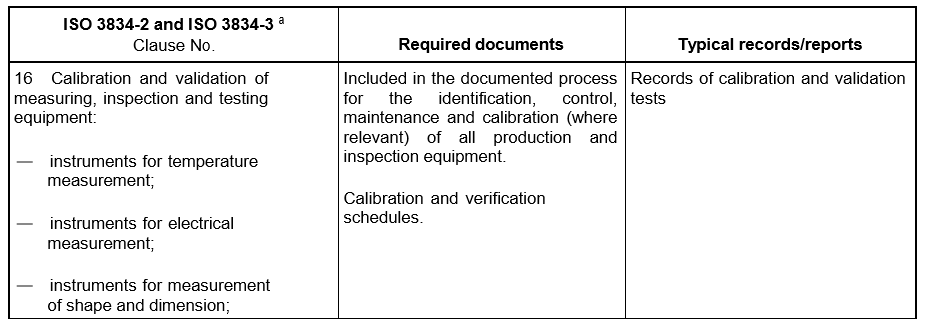
The manufacturer shall be responsible for the appropriate calibration or validation of measuring, inspection and testing equipment. All equipment used to assess the quality of the construction shall be suitably controlled and shall be calibrated or validated at specified intervals.
The ISO documents to which it is required to conform to fulfil the quality requirements are specified in ISO 3834-5:2005, Table 9, for arc welding, electron beam welding, laser beam welding and gas welding, and in ISO 3834-5:2005, Table 10, for other fusion welding processes.
Calibration and validation
Calibration and validation are frequently used terms that are not always adequately explained. Their concepts in welding are the subject of ISO 17662.
On the one hand, calibration is the process whereby the item of equipment is tested at intervals against measurement standards whose accuracy in terms of closeness of agreement to the true measurement is known, so that the accuracy of the instrument under test for a given level of uncertainty can be determined.
On the other hand, validation, in the context of measuring equipment, is the process of demonstrating that individual measurements are satisfactory. This can be done by using a calibrated instrument or measurement standard to show that an instrument under test is providing a satisfactory output based on the instrument settings or instrument gauges.
Calibration of welding equipment is generally only required where the quality/repeatability of the weld depends upon accurate and repeatable setting of parameters such as current, voltage, speed, gas flow or pulse characteristics. However, if a power source does not have calibrated meters for current and voltage, the manufacturer should have a calibrated instrument that can be used to verify that the welding parameters (current and voltage) comply with the requirements of the WPS or instruction.
While equipment for post-weld heat treatment and the control of electrode stores is included in the calibration and validation, inspection and test equipment such as NDT equipment and pressure testing gauges is not. As a general rule, inspection and test measuring equipment is always calibrated.
In general, calibration or validation is also required for temperature measurement, e.g. recorders for heat treatment, NDT equipment and pressure gauges. Some dimensional measuring equipment, e.g. Vernier gauges and micrometers, requires calibration if the product itself needs that level of accuracy.
Thus, the use of a tongue tester to check the welding current level in a cable, under circumstances where the current was adjusted in accordance with defined settings, or set against an ampere meter on the equipment, would validate the output from the equipment as being satisfactory. In other circumstances, where the tongue tester was used as a meter to adjust the equipment to obtain the right current in accordance with a welding procedure specification, the tongue tester would provide verification that the right current level had been achieved. In this context, there would be no checking of the accuracy of the output of the equipment. Verification, in this sense, is not a calibration or validation process because it only ensures that the designated current level has been achieved.
It should be noted that new welding processes and new power sources, e.g. pulsed arc welding, are difficult or impossible to control without accurate measurement, and suitably accurate instruments are necessary. Control of mechanized welding operations necessitating strict control of heat input also presupposes accurate instruments.
The manufacturer should identify and record the equipment that is to be calibrated and maintain records of those calibrations.