

What is Porosity in Welding?
Porosity is a type of weld-defect that specifically refers to the entrapment of external gases within a welded joint, most commonly oxygen. As the molten metal of a weld cools and solidifies, the external gas will either enter in a weld and become trapped internally thus creating cavities or it will be forced out of the weld leaving behind visible holes, gas-mark, or pits, or crater pipe on the surface of the weld.

The presence of porosity can severely affect the overall integrity and strength of the weld meaning, that a porosity-contaminated weld will nearly always be below the standard of international weld codes and is expected to fail most weld tests or examination procedures.
Identification
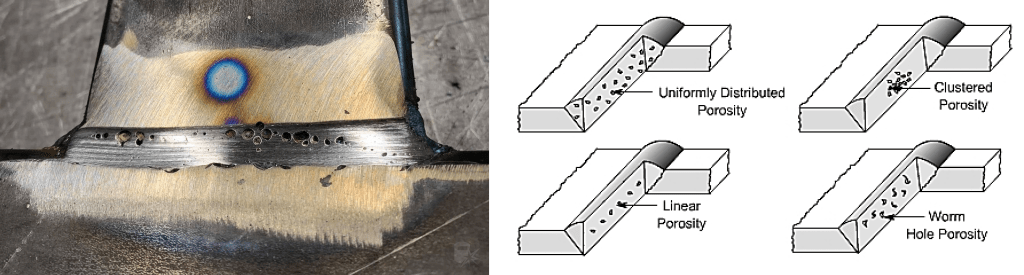
Porosity is the presence of cavities in the weld metal caused by the freezing in of gas released from the weld pool as it solidifies. The porosity can take several forms:
- distributed
- surface breaking pores
- wormhole
- crater pipes
Possible Porosity-related Problems
From most common to least, let’s look at some of the causes of porosity in welds
The cylinder is out of gas. This happens quite often ~ No shielding gas leading air entrapment
Air or a draft of some kind disturbs the delivery of the shielding gas during the welding process. Overhead or floor fans even as far as 25 feet away can impact on the gas delivery. Welders also need to be aware of open doors and air being discharged from machinery. These drafts, if more than 4 to 5 miles per hour, can affect shielded metal arc welding (SMAW) and flux-cored arc welding (FCAW) operations.
The presence of moisture can lead to problems. It might be simple water or morning dew, but also could be condensation from welding on heavy plate and lap joints, which might occur particularly when temperatures reach below 50 degrees F. The easy fix is to preheat the metal to 200 to 220 degrees F to evaporate the moisture.

Plugged or restricted gas metal arc welding (GMAW) gun nozzles—typically from weld spatter—impede the delivery of shielding gas. To rectify this obstacle, the welder needs to look at the nozzle opening before starting a weld. This double-check might prevent weld spatter from falling into the weld.
The weld nozzle is held too far away from the weld puddle. The volume of shielding gas reaching the weld is diminished, and dilution of the shielding gas with the atmosphere severely affects the weld.
The GMAW gun is laid at an angle that will spread the gas flow out and actually suck in the atmosphere from the back side, opposite the nozzle direction. A 5- to 15-degree angle, perpendicular to the joint, is an acceptable angle for forehand or backhand methods with GMAW or FCAW guns and SMAW electrodes.
Paint, grease, oil, glue, and sweat release large volumes of gas when exposed to arc welding temperatures. This is especially true with solid-wire GMAW and gas tungsten arc welding (GTAW), but FCAW and SMAW processes are vulnerable as well. The flux makeup was not designed to handle such contamination.

When mill scale and rust are welded over, decomposition gases are formed, and oxidation begins, which can involve the presence of moisture. The strong possibility of cold lapping and lack of fusion at the weld toe also exists. When a metal oxidizes, it is no longer truly a metal and can’t be expected to respond to welding the same as a metal, especially when welding flux is not used.
Plating compounds with zinc, such as in the galvanization process, can create a problem. Zinc melts at approximately 420 degrees F. At welding temperatures far in excess of 2,000 degrees F, zinc changes from a solid to a gas in a fraction of a second. Also, zinc dust is a byproduct of the welding process. The release of both gases and dust make welding galvanized metal an unpleasant experience. (In an effort to prevent letters and calls of protest, let me say electrodes and welding procedures have been developed to weld galvanized material successfully. However, training and lots of practice are absolutely necessary to overcome the presence of all that trapped gas.)
SMAW electrodes, FCAW electrodes, and submerged arc welding (SAW) flux absorb moisture in an unprotected environment. To address moisture in the welding process, codes are pretty clear about the use of dryers and ovens to store these materials. SAW flux in particular is like a sponge. Once the container is opened, the welder should store the package according to the manufacturer’s directions.
The gas flow is too high. Gas flow of 50 to 60 cubic feet per hour (CFH) at the GMAW nozzle and 20 to 30 CFH at the GTAW torch should be plenty. If not, ask why. Wide-open gas flow at the nozzle actually creates turbulence and can pull outside air into the weld zone. Additionally, it’s a terrible waste of gas and adds unnecessary cost to the project. The only exception might be if the shielding gas contains more than 50 percent helium.

A pinched or smashed gas hose doesn’t deliver the shielding gas properly. If the gas hose is more than 20 ft. long, the possibility of it kinking is pretty good.
Improper use of antispatter compounds, sprays, or gels can be a major contributor to porosity. When used in excess, the antispatter material becomes a contaminant, boiling into a gas when exposed to the high temperatures of the welding arc. Also, jamming the GMAW gun into a container of antispatter gel can result in the gel dripping back into the weld puddle. An operator should use the anti- spatter material properly or not at all.
Weld filler metals contaminated with paint, grease, oil, tape, and glue can release gases when exposed to the very hot welding arc. Even dirty gloves used during GTAW can contaminate the consumables. Cleaning solid wire and flux-cored wire with wire wipes and GTAW fillers with steel wool is a good idea.
Contaminated GMAW gun liners can introduce unwanted elements to the weld pool. All the grease, oil, dust, and dirt found in the shop environment collects on the wire and ends up in the gun’s whip liner. Stainless steel and high-nickel-alloy wires are especially susceptible to attracting these contaminants.
GMAW right on the edge of an outside corner joint might create problems given the awkward position of the nozzle. The nozzle often does not cover the joint properly, causes turbulence, and draws in outside air into the weld joint.
If the weld joint is open at the root, it will suck in air from the back side. Unprotected liquid metal can absorb air easily.
The welding gas itself could be contaminated. If the welding gas is a suspect, the shop needs the gas supplier to certify that the gas has the correct dew point.
A contaminated gas hose could be a culprit, in particular, hoses that have been used for other activities prior to being used in a welding application. In one real-world example, a hose was grabbed from a storeroom to repair a cut hose that was attached to the wire feeder. Unfortunately, a bug had built a nest in the hose while it was sitting undisturbed in the storeroom. In another example, an air hose that was previously used as an air line for a tool on a line with an oil lube system on it was quickly connected to welding equipment only to find out later that the hose was full of air tool oil.
Damaged O-ring seals on the GMAW gun whip where it plugs into the wire feeder or the GTAW torch cap where it screws into the torch could introduce unwanted air into the welding process.
Cut or burnt hose anywhere from the regulator flowmeter to the connection at the feeder could create issues.
A defective gas solenoid at the wire feeder or the GTAW machine is a possible contributor to conditions that create porosity.
How Much Porosity is Acceptable?
Although the American Welding Society determines that ⅜ inch or 9.5mm in any inch of the weld is acceptable as a professional or beginning welder, you should allow for zero amount of porosity to be present on or inside your welds. Any amount of porosity will become a point of weakness in a structure or product’s durability.
This is especially important with steel that could be under load or continuous stress; many weld inspectors will not accept even the tiniest Crater Pipe in a 10-meter weld or no decent weld school examination should either.
Can You Weld Over Porosity?
Sometimes but usually not. With Crater Pipe (pinholes) you can weld over the hole as it is not a contamination but malpractice, this is especially recommended with TIG Welding.
With all other forms of porosity by welding over the problem you are extremely likely to continue the contamination further across your weld bead. If lucky, you will be able to cover it; but repair nothing as the internal damage will remain.
On top of this, welding over porosity is easy to identify and will produce an unattractive weld. Porosity needs to be repaired correctly.
How Do You Repair Porosity?
This can be tricky but not impossible.
Porosity has to be removed completely before it can be rewelded. By using an angle grinder, with a grinding disc or flap-wheel attachment, you can carefully remove the porosity. It is important to grind out all of the porosity as if even the tiniest pore remains, there is a chance it will reoccur or appear in an x-ray.
When grinding away your weld, try to create a neatly curved groove. This is so when you reweld the joint you will have more control of the whereabouts of where your filler wire sits (it won’t slip to the bottom or sides of your joint and create a mess).

Awesome content and very informative that every welder or anyone can follow through it.
LikeLike