


Key notes:
How many types (typical) ?
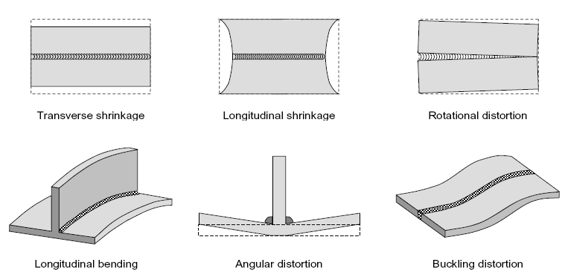
- Transverse
- Short-transverse (Non-uniform contraction through thickness)
- Longitudinal
Thermal expansion is the greatest affecting factor (Alu, SS)
“Yield strength – Y.S direct proportion with Residual Stress BUT Y.S is inverse proportion with Distortion (Because of elastic state/thermal expansion)“.

Neutral axis welding for distortion prevention

Strong-backing method used for Thicker plate only.
Back step/Skip welding method used for Thinner plate


One thought on “CSWIP 3.1 RESIDUAL STRESSES AND DISTORTION”