


Key notes:
General:
Fillet weld fracture and Butt weld nick-break tests are not used for WPS (only for WPQR)
CTOD impact test is used for Special concern in specification, not WPS
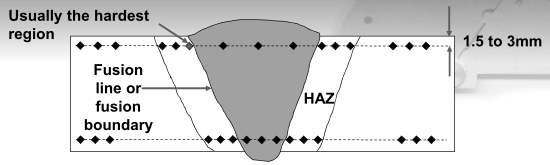
Hardness test: (Brinell-BHN/Vicker-HV/Rockwell-Rc)
Hardest region
Impact test:
Izod vs Charpy

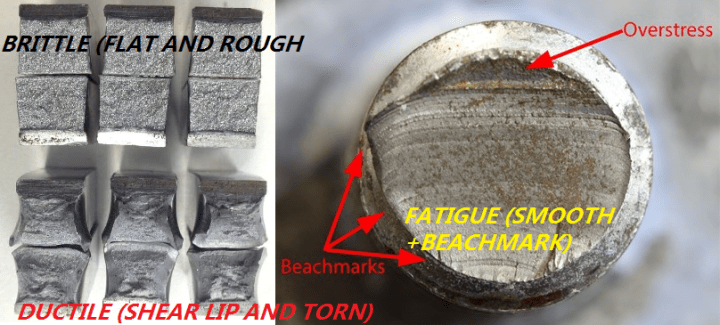
Visual assessment
Tensile test:
Proof stress Rp 0.2 – used for un-identified Y.S material (aluminium)
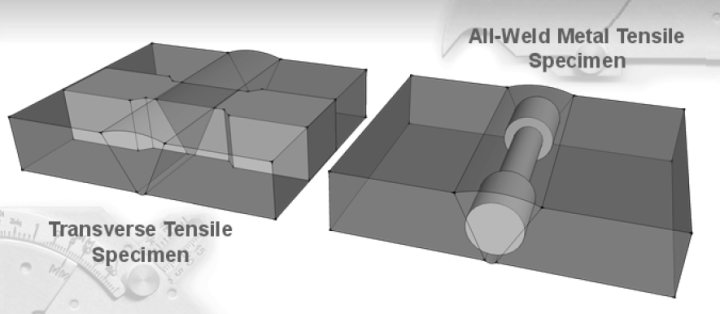
Measuring the “overall strength of weld joint” –> TRANSVERSE T.S TEST
All weld metal T.S test –> For Electrode Manufacture only!
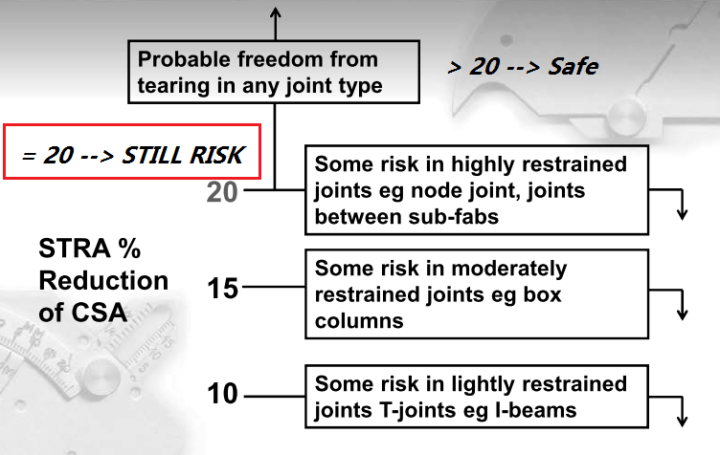
STRA Test:
Macro/Micro Examination:
This is Quantity Test
Bend Test:
This test CAN evaluate the Fusion and Ductility
T < 12mm —> Root/Face Bend, T > 12mm —> Side Bend
Former diameter (A)

PT TEST:
Operating temperature: 5* – 60*C
Best sensitivity method is Fluorescent Penetrant
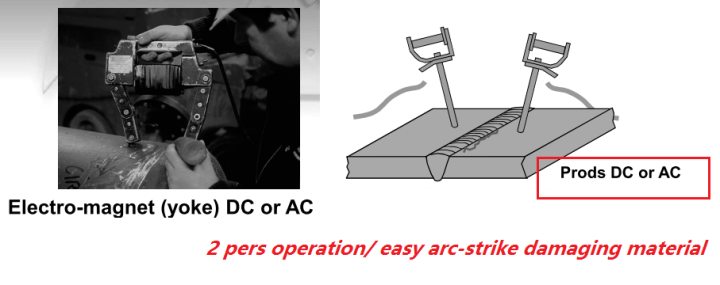
MT TEST:
Dry powder can be operated over > 320 *C
Temperature limit < 650 *C
Can not use for Duplex – parametric magnetic, Only for Ferro-magnetic
“Buhmar Castrol Strip”
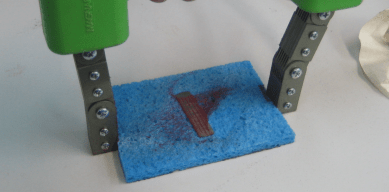
Yokes or Prods
UT TEST:
Frequency typically > 2MHz
Limit thickness > 8mm is applicable, common thickness 25mm -50mm
Not suitable for Castings ( Coarse Grain )
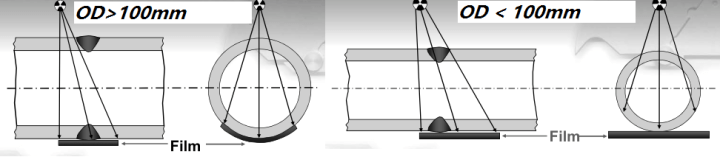
RT TEST:
IQI – Penetrameter
keV mean of Penetrating power
DWSI (OD>100mm) DWDI (OD<100mm)
Ir192 (10-50mm)/ Cobalt 60 (>50mm)
Half Life ~ Quantity by Half ( The penetrating ability is SAME)

One thought on “CSWIP 3.1 DT & NDT”