


Dear all,
This topic we just introduce you How to read, understand & use a WPS ( welding procedure specification ).
Some definitions you need understand before start it.
- What is WPS?
- is a written document that provides direction to the welder or welding operator for making production welds in accordance with code requirements. The completed WPS shall describe all the essential , non essential and when required supplementary essential variables for each welding process used in the WPS.
2. What is PQR ( procedure qualify record )?
- is a record of the weld data used to weld a test coupon. It also contains the test results of the tested specimens. The completed PQR shall document all the essential when required supplementary essential variables for each welding process used during the welding of test coupon. Non essential variables used during the welding of the coupon may be recorded.
3. One question: between WPS & PQR – which one have first?
- To come out a WPS we need follow these below steps – 5 steps:
- Five Step Process to Qualify a Welding Procedure
1. Understand the intended application for which the WPS will be used
2. Develop a draft procedure
3. Make a qualification weld
4. Test the qualification weld
5. Write up the WPS - Step No. 2: we can understand it is pWPS ( prequalified WPS )
- Step No. 3: it is PQR
So, between WPS & PQR: PQR have first.
4. The essential / supplementary essential / non essential:
- Essential variable: are those in which a change, as described in the specific variables, is considered to affect the mechanical properties of the weldment, and shall require requalification of the WPS.
- Non essential variables: are those in which a change as described in the specific variables may be made in the WPS with out requalification..
- Supplementary essential variables: are required for materials for which other sections specify notch toughness tests and are in addition to the essential variables for each welding process
5. Other definitions will be explain during view an example WPS:
6. Read an example WPS: just talk about basic information on it only.
We attached an example WPS & explain them one by one (note that to easy follow, we already RED HIGHLIGHT points on this WPS and they are explained with same RED ALPHABET).
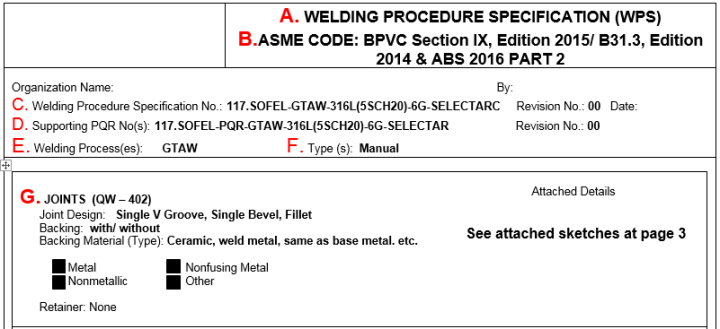
- A point: need know what is it first? It is WPS / PQR / WPQR / pWPS / SWPS …
+ WPS: defined as above
+ PQR: defined as above
+ SWPS:
| In an effort to standardize and harmonize the process of WPS approvals, AWS started writing “Standard Welding Procedure Specifications (SWPSs)” with input from the pioneers and experts in the welding industry. An extensive testing program was undertaken whereby; these SWPSs were then supported by numerous PQRs. |
+ WPQR:
| Once the procedure is approved it is necessary to demonstrate that all your welders working to it have the required knowledge and skill to put down a clean sound weld. If the welder has satisfactorily completed the procedure test then he is automatically approved but each additional welder must be approved by completing an approval test to an appropriate standard |
+ pWPS:
| Some codes, such as AWS D1.1, allow “Prequalified WPS”, whereby it is established that the WPS written per code will produce welds with correct mechanical and metallurgical properties. It is NOT NEED to prepare a PQR in such cases. However, the pre-qualified WPS have a specified range (TABLE 3.X) of parameters under which the weld must be produced. When welding variables fall outside these ranges, a WPS with supporting PQR must be prepared.
Note: IT’s rarely to see the pWPS using in real life. Almost we use WPS for SURE reasons ( with PQR, CLASS/CLIENT approval ) – in D1.1, we should focus on Clause 4.xx / Table 4.xx. |
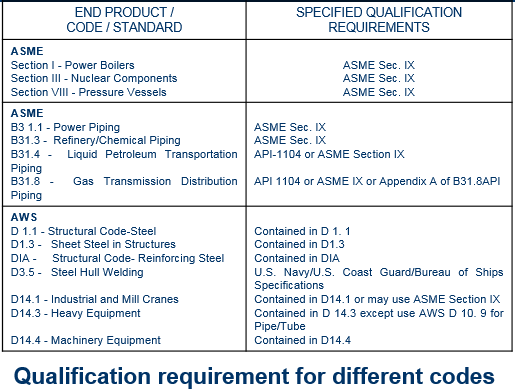
- B point: what code is used for qualified? Currently we have 2 Codes are used common: AWS ( structure ) & ASME ( main for piping )
- C point: name for this procedure only.
- D point: this WPS is writen base on what PQR, nomally the PQR will be attached together with WPS for review / approval by Class / Client…
- E point: welding process. Have some welding processes such as: SMAW, FCAW, SAW, GTAW, GMAW… ( definination for welding process – pls refer to other topic in this blog – welding technical )
- F point: type of welding process. pls see below:
+ Manual welding: Welding where in entire welding operation is performed and controlled by Hand [Example : SMAW]
+ Semi automatic welding: Welding with equipment which controls only the filler metal feed. The advance of welding is manually controlled. [Example: MIG, MAG, FCAW]
+ Automatic welding: Welding with equipment which performs the welding operation with out adjustment of controls by a welding operator. The equipment may or may not perform the loading and unloading of the work
+ Machine welding: Welding with equipment that has controls that are manually adjusted by the welding operator in response to visual observation of the welding with the torch, gun or electrode holder by a mechanical device. [Example – SAW]
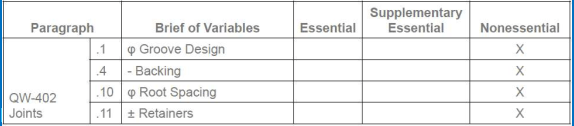
- G point:
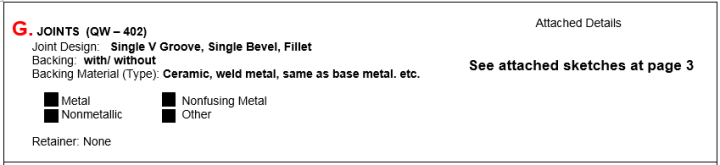
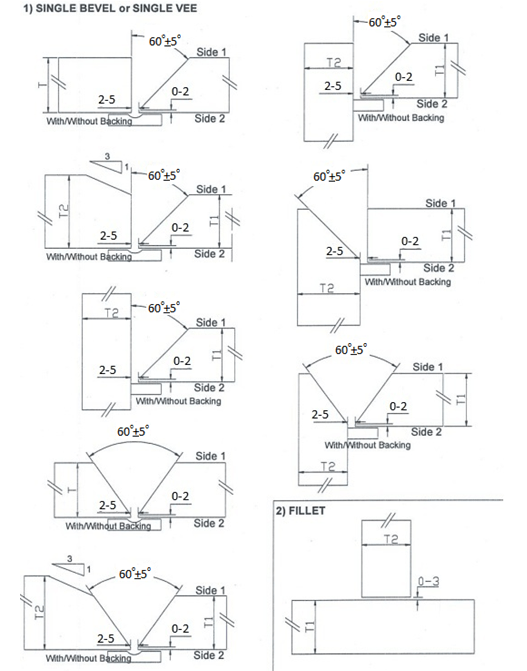
This point will show you what type of welding joint design: single belevl, groove… We need to know this variable is essential or not? How can know? We need open the CODE & check it ( in this case is ASME IX ). We will refer to QW – 402.
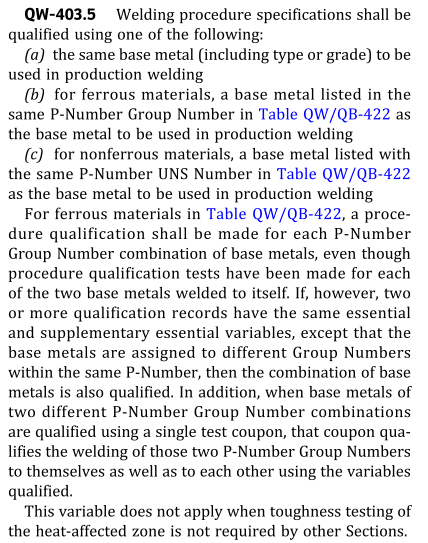
- H point: very importance. This one will answer this WPS will be applied for what material type. How can we know?

The example WPS mention Base metal is P-No.8, Group-No.:all. We need take care P-No. first. Open Table QW/QB-422
+ What is P-No.? P numbers are assigned to base metals dependent on characteristics such as composition, weldability, and mechanical properties where this logically can be done.

+ One question come out: during construction, we need know the material belong to what specification No. / P-No. / Group-No … and compare it to WPS ( to know this WPS can cover for this material or not ).


Pls see next part: Welding understanding – Part 2

Hi thaanks for sharing this
LikeLike