

The buildup is a surfacing variation in which surfacing material is deposited to achieve required dimensions.
The term buildup denotes the addition of weld metal to a base metal surface, the edge of a joint, or previously deposited weld metal for the restoration of the component to the required dimensions. In this case, the strength of the weld metal is a necessary consideration in the component design.
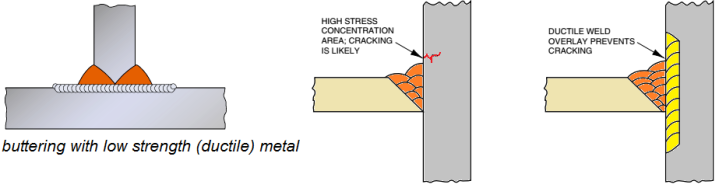
The Buttering is a surfacing variation used to deposit surfacing metal on one or more surfaces to provide compatible weld metal for the subsequent completion of the weld. Buttering differs from buildup in that it is used for metallurgical reasons like PWHT deduction, lamellar tearing prevention, reheat cracking prevention or dissimilar welding, not dimensional control.
Example 1: Buttering is the depositing of a high-nickel alloy onto an alloy steel that requires heat treatment and that later will be welded to a steel that does not require heat treatment. The buttered member (workpiece) can be heat-treated and then joined to the other workpiece with no subsequent heat treatment.
Example 2: Buttering the surface of the susceptible plate with a low strength weld metal to avoid lamellar tearing or cracking susceptibility.
Example 3: Buttering to weld dissimilar material by Nikel-Iron Electrode
Nickel-Iron Electrodes. Welds made with nickel-iron alloys are stronger and more ductile than welds made with essentially pure nickel. The strength properties of the nickel-iron electrode make it suitable for welding ductile irons and high-strength gray irons. This type of electrode is also used for dissimilar joints, such as cast iron containing chromium welded to carbon steel, stainless steel, or nickel-base alloys. Some chromium-containing alloys may require preparation of the joint by the use of a buttering technique before making the weld. Buttering (at Carbon steel side) is used to avoid the formation of chromium-carbides.
Example 4: In-situ Buttering? What is this? See In-situ Buttering welding

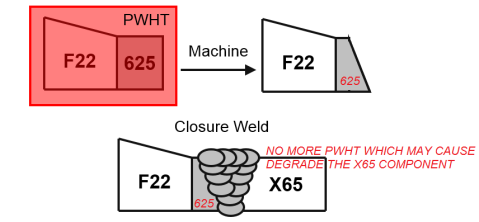
If I have a weld overlay clad vessel (cs with ss clad), can I do buttering of ss on the cs surface, perform pwht, and proceed with the overlay of the rest of the weld pass without having to PWHT again?
technically I am doing hot work on the buttering, not on the base metal itself, thus I do not need to re-PWHT, right?
LikeLike
If the Wps requires Pwht, yes. Generally, the Pwht for cladding is not only preventing of mechanical but also corrosion resistance. Please refer to API 510, you may apply control deposite welding (cdw) for the joint without PWHT for in-service pressure vessel.
LikeLiked by 1 person
Thank you for the reply! I have researched CDW, but from my understanding it is for in-service vessels only, am I right? Both PCC-2 (post-construction code) and API 510 refers to in-service vessel, not for newly-fabricated vessel.
LikeLike
For new building, the welding is basically settled the instructions works on weld. Any essential changes will be require re-qualification. Clad vessel thickness is about 25-35mm, under coldwork like rolling, PWHT is necessary for stress relief and improve the mechanical. In case of vessel design/operation pressure is considered low, the PHWT is unecessary base on fabricator experimence with substitute of thorough NDT after e.g, 72 hours.
LikeLike
For the buttering dimension on piping, is it mentioned on ASME B31.3 or not?
LikeLike