
")

PART 6: GAS VARIABLES
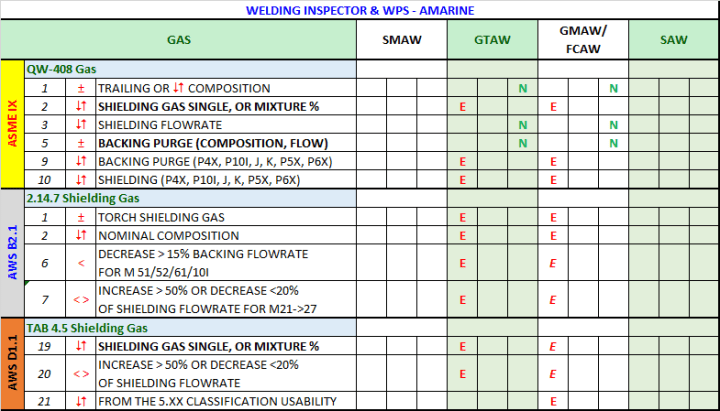
Key Notes:
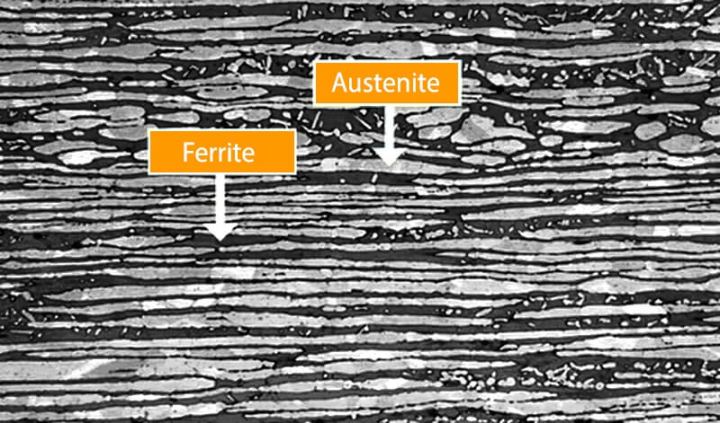
* The mixture of %Nitrogen in DSS welding shielding gas.
Normally, the shileding gas used for DSS welding is Pure Argon (100% Ar) with the right techniques. But the Ferrite content (FN) will be a big trouble to the Welding quality, however, the small quantity of %Nitrogen (2-5%) will help to protect the FN from over the range of (40-70 FN).
Above information for your reference only, further discussion about the DSS/SS-welding metallurgy will be carried out in separated topic.
* The deletion of backing purge when welding SS.
“TIG (GTAW) welding of the root pass must always be carried out with an inert gas back purge to prevent loss of chromium (and thus of corrosion resistance), argon being the generally used for this purpose. Nitrogen may be used but there is a risk of the weld deposit absorbing nitrogen, thereby becoming fully austenitic and hot crack sensitive.”

The neglect of gas purging monitoring work can’t be avoided, specially in case of field-joints where we have the long piping routs and the very large amount of Backing gas to be provided to welders. Hence the inspector should be aware of this problems and take further proactive actions.
