


Duties and Responsibilities:
1) Give the three main responsibilities of a Welding Inspector:
- Code compliance
- Workmanship control
- Documentation control
2) Give the main attributes, which all Welding Inspectors must possess:
- Honesty
- Integrity
- Knowledge
- Good communicator
- Physical fitness
3) A Welding Inspector should refer to What documents and records:
Welding Inspection Personnel should:
- be familiar with relevant standards, rules and specifications applicable to the fabrication work to be undertaken. For ex: BS EN 970 – Non-destructive examination of fusion welds – Visual examination
- be informed about the welding procedures to be used
- have good vision (which should be checked every 12 months)
4) Give main duties of a Welding Inspector before welding: before assembly & after assembly.
+ Preparation: Familiarisation with relevant ‘documents’…: application standard / code, dwg, quality control procedure, quality plan / inspection…
+ Welding procedure: use properly WPS & available for welder / inspector… Pls refer to: WPS understanding
+ Welder qualification: suit with WPS, cert; in valid day…

+ Equipment: enough for welding job, good in order include cablirate…

+ Material: certificate, dimension, condition of material
+ Consummable: correct & follow WPS, to be controlled by Procedure

+ Weld preparation: comply with WPS/ dwg/. Free from defect, contamination…

+ Welding equipment: good in order include cablirate…

+ Fit up: edge preparation comply with WPS, tack weld…

+ Pre-heat: check WPS, follow WPS to meake sure min’ temp’ to be reach.

5) Give main duties of a Welding Inspector during welding:
- Weather conditions: to be properly if weld at W/S or site
- Welding Process(es): check WPS
- Welder: suitable to welding joint
- Pre-heat (if required): min temp require / max temp for inter pass
- Welding consumables: meet with WPS, take note the control issue & handling
- Welding Parameters: meet with WPS
- Root runs: should be check before fill up
- Inter-run dressing: follow approval process

- Distortion control: avoid over welding

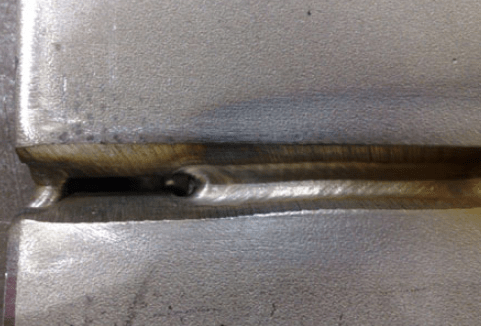
6) Give main duties of a Welding Inspector after welding:
- Weld Identification: how to know who weld it?
- Visual Inspection: follow Code / standard requirement
- Dimensional Survey: follow DWG / CODE
- Other NDT: check NDT finish & record if any
- Repairs: to be complianced with Procedure
- Pressure / Load Test: the test to be done properly
- Documentation: to be record for review
7) Summary:
A Welding Inspector must:
- Observe: To observe all relevant actions related to weld quality throughout production.
- Record: To record, or log all production inspection points relevant to quality, including a final report showing all identified imperfections
- Compare: To compare all recorded information with the acceptance criteria and any other relevant clauses in the applied application standard
8) Other question:
a) To assess the surface of a weld for direct inspection, the distance from the surface to the eye should be a maximum of?
| a. | 200mm |
| b. ( answer ) | 600mm |
| c. | 60mm |
| d. | 6000mm |
b) What is the recommended minimum range of illumination required by BS EN 970 for inspection of a welded surface?
| a. | 90-125 lux |
| b. | 150-250 lux |
| c. ( answer ) | 350-500 lux |
| d. | 35-50 lux |

c) Who should have access to the WPS?
| a. | NDT operators |
| b. | Inspectors only |
| c. | Welder only |
| d. ( answer ) | Welder and Inspectors |
d) Who has the responsibility of ensuring the welder is using the correct consumable during fabrication?
| a. | The QA department |
| b. | Store man and the welder |
| c. | Welding engineer |
| d. ( answer ) | The welder and the welding inspector |
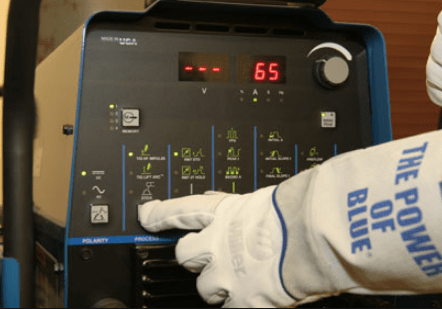
e) Who has the responsibility of ensuring the welder is using the correct polarity during welding?
| a. ( answer ) | The welder and the welding inspector |
| b. | Store man and the welder |
| c. | Welding engineer |
| d. | The QA department |
f) You notice the welders are adjusting the current on the welding set, is this allowable?
| a. | Never |
| b. | The welder has the final say on voltage and current |
| c. ( answer ) | Only if the current is within the range recorded on the WPS |
| d. | As long as the welder has approval from the welding foreman |
g) Who determines what the correct weld preparation (root gap, root face, included angle) should be?
| a. ( answer ) | The welding engineer |
| b. | The welding supervisor |
| c. | The welder will decide |
| d. | The inspector will recommend what is suitable |
h) What course of action should be taken upon finding a welder using incorrect welding consumable?
| a. ( answer ) | Report the incident and record all relevant information |
| b. | Allow welding to proceed if the workmanship is good |
| c. | None if the tensile strength of the consumable is the same as the approved one |
| d. | Change the electrode for the correct type and continue welding |
k) Who should have access to the WPQRs?
| a. | NDT operators |
| b. | Inspectors only |
| c. | Welders only |
| d. ( answer ) | Welding engineer |
l) Who has the final responsibility of sentencing and accepting a weld on completion?
| a. | The contractor’s inspector |
| b. | Site manager |
| c. | The welder |
| d. ( answer ) | The client’s inspector or certifying authority |
…

2 thoughts on “CSWIP 3.1: Part 2 – Typical Duties Of Welding Inspectors”