


[BUY] CSWIP 3.1 Learning Package
(145mb) Books & Chapter wise Questions (General Paper + Technical Paper) and Answers. Examination notes on Practical Examination of Plate/Pipe CSWIP 3.1 Learning Presentation
$72.00
You may continue to read on CSWIP 3.1: Question with Answer and Explanation – Part 2
1) A code give the acceptance standard for excess weld metal “h” as h ≤ 1mm + 0.1b, max. 5mm, where “b” is the width of the weld cap. For which of the following situations is the excess weld metal acceptable?
| a. | b = 15 h = 3.0 |
| b. ( answer ) | b = 22 h = 3.0 |
| c. | b = 28 h = 4.0 |
| d. | b = 40 h = 5.4 |

from b = 22 –> h<=3.2 < 3.0. So, “b” is righ answer.
2) A long centreline crack has been detected in a submerged arc weld bead this may be due to:
| a. | Use of a high manganese filler wire |
| b. | Use of a damp flux |
| c. ( answer ) | Weld bead is deep and narrow |
| d. | Use of too high voltage |
The long centreline crack is Solidification Cracking (hot crack) can occur when:
-Weld metal has a high carbon or impurity (sulphur) content
–The depth-to-width ratio of the solidifying weld bead is large (deep & narrow)
-Disruption of the heat flow condition occurs, stop/start condition

3) Which of the following defects will have the more severe effect on the load-bearing capacity of a weld?
| a. | Undercut |
| b. ( answer ) | Incompletely filled groove |
| c. | Irregular width |
| d. | Excess penetration |
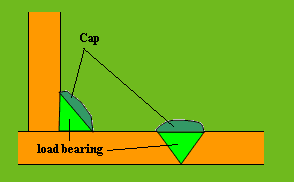
Pls understand that: The Cap on the weld is weld filler that does not contribute to the load bearing structure of the weld.
4) While inspecting a weld on a 100mm thick high carbon steel plate with a … the weld is visually acceptable, however the parent material has severse … the weld approximately 3mm deep, what course of action would you …
| a. | None I am only inspecting the weld |
| b. | Recommend that the area be dressed smooth |
| c. ( answer ) | Recommend that the area be dressed smooth followed by MPI |
| d. | High carbon steel is not susceptible to cracking so I would weld over … |
- High carbon steel is susceptible to cracking. So, weld over it to be careful.
- We have to inspect at weldment & parent material ( base metal ) also.
- The defect to be dressed smooth with MPI to make sure that all defect are removed completely.
Pls take note: All materials arriving on site should be inspected for:
- Size / dimensions
- Condition
- Type / specification

5) Which of these statements are true concerning Lamellar tearing?
| a. | As hydrogen levels increase Lamellar tearing is more likely |
| b. | As material thickness increases ductility decreases making Lamellar tearing more likely |
| c. ( answer ) | Lamellar tearing occurs in the HAZ |
| d. | Lamellar tearing affects all joint types |
What is Lamellar tearing?
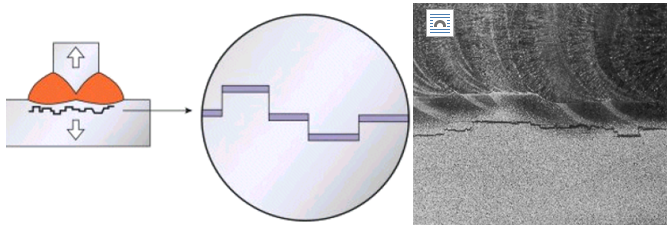
LAMELLAR TEARING occurs only in rolled steel products. Cracking occurs in joints where:
-A thermal contraction strain occurs in the thru. thickness direction of steel plate
-Non-metallic inclusions are present as very thin platelets with their principal planes parallel to plate surface
Two main options are available to control the problem in welded joint liable to lamellar tearing:
-Use clean steel with guarantee through-thickness properties (Z grade)
-A combination of joint design, restraint control and welding sequence to minimize the risk of cracking
Location: Parent metal
Steel Type: Any steel type possible
Susceptible Microstructure: Poor through thickness ductility
- Lamellar tearing has a step like appearance due to the solid inclusions in the parent material (e.g. sulphides and silicates) linking up under the influence of welding stresses
- Low ductile materials in the short transverse direction containing high levels of impurities are very susceptible to lamellar tearing
- It forms when the welding stresses act in the short transverse direction of the material (through thickness direction)
6) Which of the following types of imperfection is generally considered to be the most serious?
| a. ( answer ) | Surface breaking planar |
| b. | Root concavity |
| c. | Buried planar |
| d. | Surface breaking non-planar |
- Root concavity:
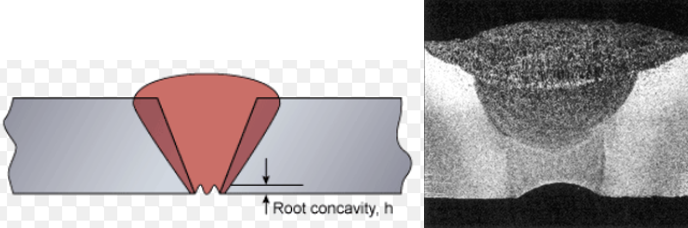
- Buried planar: the deject stay in side of weld
7) Burn through may occur because the:
| a. | Current is too high |
| b. | Root gap is too small |
| c. | Travel speed is too fast |
| d. | Current is too low |
Burn Through: a collapse of the weld pool resulting in a hole in the weld


8) On inspecting a completed 150mm OD pipe weld some small smooth, shallow areas of undercut have been found < 0.25mm deep. The welder says he can quickly put this right by depositing a thin narrow bead along the undercut. In this situation would you?
| a. | Agree to go ahead with no preheat as the weld is so small |
| b. | Only allow the welder to cosmetically blend out the undercut providing the wall thickness remains within the specification tolerances |
| c. | Agree to go ahead with a preheat 50oC above original |
| d. | Cut out the joint and re-weld |
Have 3 type of Undercut defect, they have to be measured in both length & depth. After that compare with specification / tolerance for assessment.


9) On inspecting a completed weld which has Charpy impact requirements some small areas of undercut have been found. The welder says he can quickly put this right by depositing a thin narrow bead along the undercut. In this situation would you?
| a. | Agree to go ahead with no preheat as the weld is so small |
| b. | Agree to go ahead with the same preheat as the original weld |
| c. | Agree to go ahead with a preheat 50oC above original |
| d. ( answer ) | Only allow the welder to cosmetically blend out the undercut |
See previous question!
10) Why would visual inspection of the excess weld metal at the bottom of a cross country pipeline be important?
| a. ( answer ) | It is the most difficult area to weld |
| b. | It is the dirtiest part of the pipe as it is near the ground |
| c. | Welders always forget to weld the bottom |
| d. | It is the most difficult area to radiograph |
What is Cross country pipeline? See below pciture:
At bottom of pipeline is hard to weld.

Will continue in next part: Part 2

very helpful, nice works. keep it up
LikeLike
I have just passed the CSWIP 3.1
Thank you very much for the document.
LikeLike
I got it also.
LikeLike
Dear friend,
Could you please give me suggestions to pass cswip 3.1 from India,( or by purchasing and reading 1500 Q+ A possible to pass) . Thanks for your co-operatio.
LikeLike
Thanks for your interest. The package is now available on the website.
LikeLike
sir
I have very useful study because I attend EXAM
THANKS
LikeLiked by 1 person
Dear sir/mam
I am highly gratitude you for your pdf but sir i need cswip 3.1 book please send it at my email id atulpandey103@gmail.com.
Thanks
LikeLike
It’s now available on the website.
LikeLike
Dear Sir,
Excellent material for the exam preparation.
Please provide the MCQ for CSWIP 3.2.2 Senior Welding Inspector on my email id
faridkhwaja_786@yahoo.com
Best Regards
LikeLiked by 1 person
Dear sir/mam
Request to send cswip 3.1 book please send it at my email id rameshchinnakaruppan@esab.co.in
Thanks
LikeLike
It’s now available on the website
LikeLike
Great, I have passed by learning this excellent guideline.
LikeLiked by 1 person
Me too, cheer.
LikeLiked by 1 person
Can you please send those 1500qa to mohamedfayist16@gmail.com
LikeLiked by 1 person
How i want get book 1500 q&a self learning
LikeLike
It is available on the top of the post.
You can purchase it by Visa/ Mastercard/ Paypal etc.,
Thank you for your interest.
LikeLiked by 1 person
Dear sir I have tried to purchase but I can’t so plz can you suggest me some easy way to purchase your cswip3.1 1500 Q/A part…
Thanks
LikeLike
Amarine Antônio. Good Morning. My name is Leonardo and I’m from Brazil. I would to buy this Cswip 3.1 package. I don’t have a PayPal account. How can I buy this package? I will do the tests in May here in Brazil. Please help me ?
LikeLike
Thanks for your interest. You can purchase by Western union banking service or Visa Card.
LikeLike
Guys
I want to Appear CSWIP 3.1 in Australia, does this course content is different in Australia?? is it the same??
If yes how many parts I need to buy?? there are plenty of parts available it seems.
Please send all material for CSWIP 3.1
LikeLike
Hi Madhav,
The term of CSWIP 3.1 is an international examination held by TWI (EU). In our self-learning package, it is including every aspects for the examination (all-in-one). You can easily purchase via Paypal, Mastercard/Westion Union as mentioned in the blog.
LikeLike
killerspirit111@gmail.com .Sir if u purchased kindly send me question in mail
LikeLike
hi
kindly share up materials last update date on website?
LikeLike