
 Inspection")
The following regulations concern the method, testing guidelines, and testing criteria for draft marking which is done on the outer surface of the shell during ship construction.
Purpose
The purpose of this article is to ensure quick and accurate testing and management by establishing the procedural criteria and methods for draft marking on different ship and locations.
Terminology
Draft Mark: This term refers to the perpendicular distance from the lowest point of the keel plate to the water surface.; there are three types, which are aft draft mark, mid-draft mark, and fwd-draft mark. Draft markings are necessary for calculating the amount of cargo to be shipped. Draft marking is done on the outer surface of the ship body shell using weld beads or steel plate attachment welding. Or you can read in detail at DRAUGHT MARKS AND SURVEYING.
Marking Location for Draft Mark
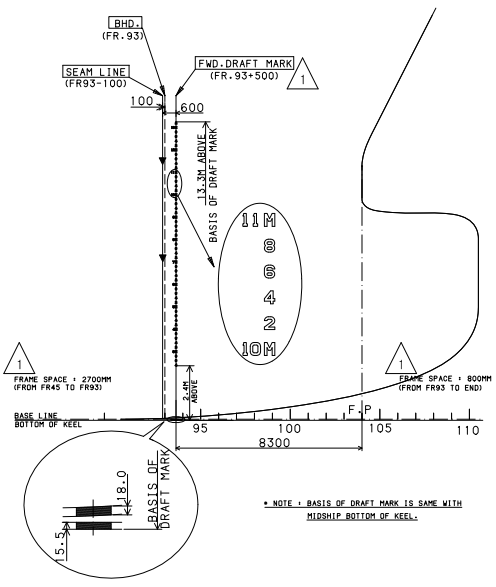
– In accordance with the draft mark drawing issued by the design department, decide the locations for which each draft mark is to be placed on the stern, center and bow areas.
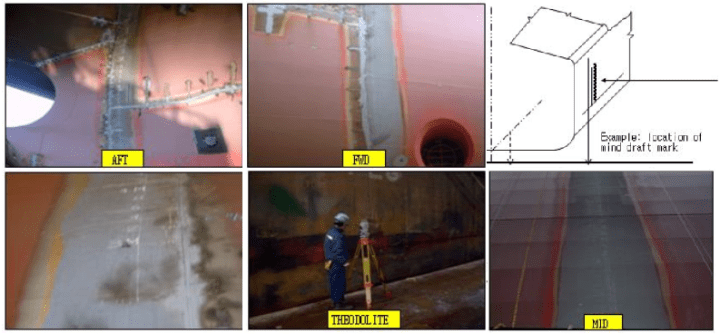
– Using Theodolite, mark the upper and lower margins for the fwd/aft draft marks according to the drawing.
(On the other hand, Theodolite is not used for the mid-draft; on the shell, find the mould line for the frame designated in the drawing by rubbing with talc chalk, and then mark the perpendicular line for the draft mark.)
Deciding the Datum Line for Draft Mark (Important)
1 – Aft draft mark
The bottom side of the frame keel plate C.L of the foremost area of flat bottom is the reference area.
2 – Mid draft mark
The bottom side of the bottom keel plate C.L of the mid ship, designated in the drawing, is the reference area.

3 – Fwd draft mark
The bottom side of the bottom keel plate C.L of ship C.L, where the F.P.TK aft BHD is located, is the reference area.
(However, if the reference point is not the same as the baseline, the bottom side of the frame keel plate C.L of the very front of the fwd ship flat bottom is the reference area.)
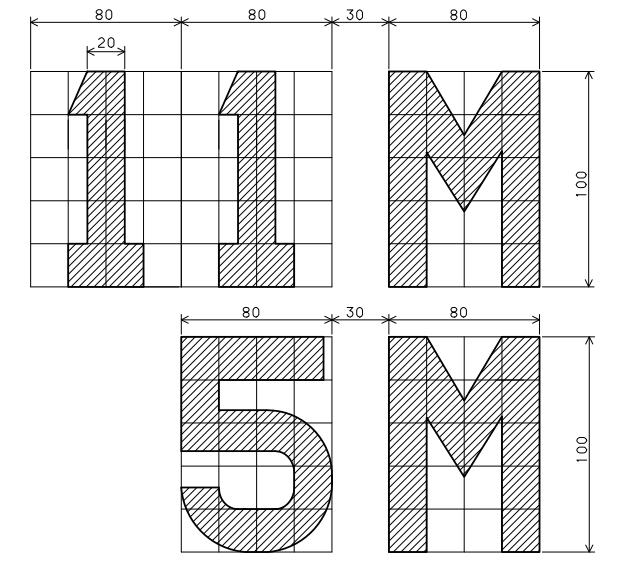
Marking of Draft “Letter”
Timing of marking: Marking is usually done when the daily temperature range is most narrow (between 9-10 AM).
Marking test (inspection) – Very important.
Before welding, test for accuracy of the draft marks in the presence of shipowner/ship registry (Class) examiner. (Test using equipment as is done above for letter marking.)
The dimensional testing criteria should follow Yard Standard.
(drawing tolerance ± 0.5mm, tolerance limit ±1.0mm)
Welding testing
The basic principle is that the weldings need not be tested in the presence of shipowner/ship registration; welding, leg length, defects, and state of grinding should be managed under the supervision of the head of the team. Especially, if welding beads were used in the process, test the height and width of the bead in comparison with the drawing.

One thought on “Draft Mark (Draught Mark) Inspection”