

In this topic, we will talk about OCV in the welding power source. We need to solve some questions to clear this topic OR additional references on the below topics:
Click here: What is OCV Open Circuit Voltage Maximum value
Click here: Welding Power Types CC, CV, RAV
- What is OCV?
- Types of the static characteristics of power source?
- How to identify?
- How to know which welding process uses what type of it ( CC or CV )?
1) What is it?
Open circuit voltage (or potential) is a voltage that is not connected to any load in a circuit.

As you can see, the open-circuit voltage is disconnected and does not form a complete circuit. This is why it is called open. It is open and not connected to form a complete electrical path.
The highest voltage is the open-circuit voltage of the power source.
If you are trying to get the CSWIP, CWI certification, the below Q&A will help you to pass the exam easily (100% pass on theory section).

[BUY] CSWIP 3.1 Learning Package
(145mb) Books & Chapter wise Questions (General Paper + Technical Paper) and Answers. Examination notes on Practical Examination of Plate/Pipe CSWIP 3.1 Learning Presentation
$80.00
CSWIP 3.1 QUESTION AND ANSWER SERIES
CSWIP 3.1: Question with Answer and Explanation – Part 1
CSWIP 3.1: Question with Answer and Explanation – Part 2
CSWIP 3.1: Question with Answer and Explanation – Part 3
CSWIP 3.1: Question with Answer and Explanation – Part 4
CSWIP 3.1: Question with Answer and Explanation – Part 5
CSWIP 3.1: Question with Answer and Explanation – Part 6
CSWIP 3.1: Question with Answer and Explanation – Part 7
CSWIP 3.1: Question with Answer and Explanation – Part 8
CSWIP 3.1: Question with Answer and Explanation – Part 9
CSWIP 3.1: Question with Answer and Explanation – Part 10
CSWIP 3.1: Question with Answer and Explanation – Part 11
CSWIP 3.1: Question with Answer and Explanation – Part 12
CSWIP 3.1: Question with Answer and Explanation – Part 13
CSWIP 3.1: Question with Answer and Explanation – Part 14
CSWIP 3.1: Question with Answer and Explanation – Part 15
CSWIP 3.1: Question with Answer and Explanation – Part 16
CSWIP 3.1: Question with Answer and Explanation – Part 17
CSWIP 3.1: Question with Answer and Explanation – Part 18
CSWIP 3.1: Question with Answer and Explanation – Part 19
CSWIP 3.1: Question with Answer and Explanation – Part 20
2) Types of the static characteristic of power source:
The static characteristic of a welding source shows the trend of variation in voltage with the current when the power source is connected to a load. This variation may be of three types:
- constant current (CC)
- constant voltage (CV)
- rising voltage (RV): will be discussed later.
a) Constant current / Amperage characteristic ( called CC ):

It is easy to understand it when add the arc length curve.

The volt-ampere output curves for constant current power source are called ‘drooper’. With a change in arc voltage, the variation in welding current is small and, therefore, with a consumable electrode welding process, electrode melting rate remains fairly constant even with a minor change in arc length.
These power sources are required for processes that use relatively thicker consumable electrodes which may sometimes get stuck to work pieces or with non-consumable tungsten electrode where touching of electrode with base metal for starting of arc may lead to damage of electrode if current is unlimited. Under these conditions, the short circuiting current shall be limited which would provide safety to power source and the electrode.
In constant current power source, variation in welding current with arc voltage (due to fluctuations in arc length) is very small therefore welding current remains more or less constant despite fluctuations in arc voltage/length. Hence, this type of power source is also found suitable for all those welding processes where large fluctuation in arc length is likely to take place e.g., MMA and TIG welding ( importance note )!!!
b) Constant Voltage characteristic ( called CV ):


In CV power sources, a small variation in arc voltage (due to fluctuations in arc length) causes significant change in welding current. Since arc voltage remains almost constant during welding despite of fluctuations in arc length, therefore, this type of power source is called constant voltage type.
Moreover, the constant voltage power sources do not offer true constant voltage output as a current-voltage relationship curve shows slightly downward or negative slope. This negative slope is attributed to internal electrical resistance and inductance in the welding circuit that causes a minor droop in the output volt-ampere characteristics of the power source.
This type of power sources is found more suitable for all those welding processes where fluctuation in arc length during welding is limited like in semiautomatic welding process MIG, SAW, PAW.

This feature gives us what is known as a “self-adjusting arc” where changes in arc length, voltage and current are automatically returned to the required values, producing stable welding conditions. This makes the welder’s task somewhat easier when compared with MMA or TIG welding. Although in principle it may be possible to use a constant voltage characteristic power source for MMA welding it is far more difficult for the welder to judge burn-off rate than arc length so arc instability results and the method is not practicable in MMA welding & GTAW also.
3) How to identify?
Setting up of correct open circuit voltage is important for stability of welding arc especially when AC is used.
The selection of an optimum value of OCV (50-100V) depends on the type of base metal, composition of electrode coating, type of welding current and polarity, type of welding process etc.
Base metal of low ionization potential (indicating ease of emitting free of electrons) needs lower OCV than that of high ionization potential metal. Presence of low ionization potential elements such as K, Na and Ca in electrode coating/flux in optimum amount reduces OCV setting required for welding.
AC welding needs higher OCV compared with DC owing to the problem of arc stability as in case of AC welding current continuously changes its direction and magnitude while in case DC it remains constant.
In the same, GTAW needs lower OCV than GMAW and other welding processes like SMAW and SAW because GTAW uses a tungsten electrode which has good free electron emitting capability by thermal and field emission mechanism. Abundance of free electron in GTAW under welding conditions lowers the OCV needed for having stable welding arc.
Too high OCV may cause electric shock. OCV is generally found to be different from arc voltage. Arc voltage is potential difference between the electrode tip and work piece surface when there is flow of current. Any fluctuation in arc length affects the resistance to flow of current through the plasma and hence arc voltage is also affected.
An increase in arc length or electrode extension increases the arc voltage. Further, electrical resistance heating of electrode increases with electrode extension for given welding parameters.
4) Summary:
Below table is Welding process comparisons about electrical characteristic:
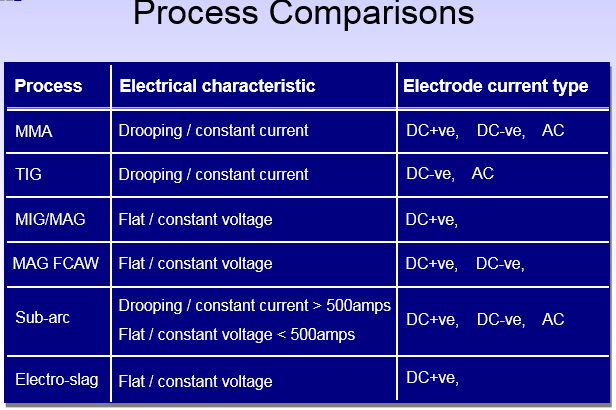
We can divide 2 group of welding process for easy identify what electrical characteristic is used:
- Group 1: is for welding process where fluctuation in arc length during welding is limited like in semiautomatic welding process MIG, MAG, FCAW, SAW, PAW –> it needs CV.
- Group 2: is for welding process where large fluctuation in arc length is likely to take place e.g., MMA and TIG, SAW welding…—> it needs CC.
MMA, TIG and submerged arc power sources are therefore designed with what is known as a drooping output or constant current static characteristic, MIG/MAG and FCAW power sources with a flat or constant voltage static characteristic.

Dear sir
Please send me sir 2018 cswip 3.1 all questions and answers thank you stay happy forever
LikeLike
Hello
Thanks for your very insightful website. Keep it up.
P.S
May I kindly request a CSWIP 3.0 Visual Inspection Exam. question and answer with explanation.
Thanks inadvance,
Mark
LikeLike