

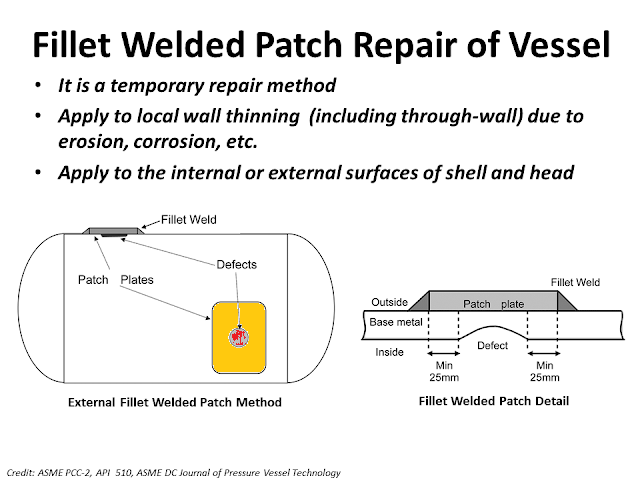
Repair of Pressure Vessel – Fillet Welded Patch;
Fillet Welded Patch can be used to repair Pressure Vessel temporary (Temporary repair) by the Patch Plate cover the areas that have been damaged and welded to the Vessel by Fillet Weld This method applies to damage caused by Corrosion or. Erosion which will cause the Vessel ‘s walls to become thinner ( Local Wall Thinning).
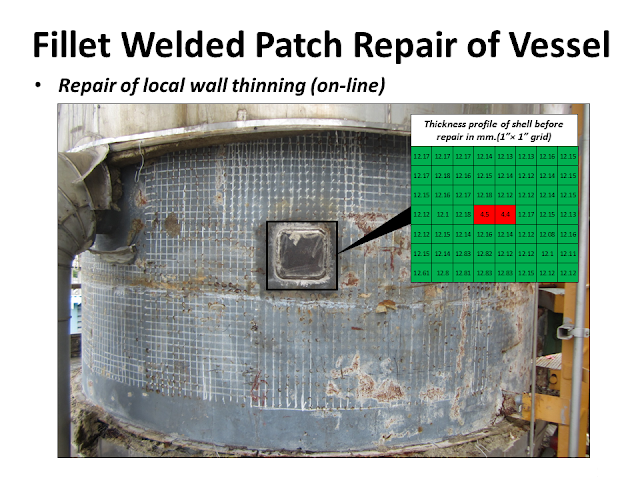
Repair of Pressure Vessel – Fillet Welded Patch Example 1 (Local Thin Area);
Example of repair with a Fillet Welded Patch with a local thin area:
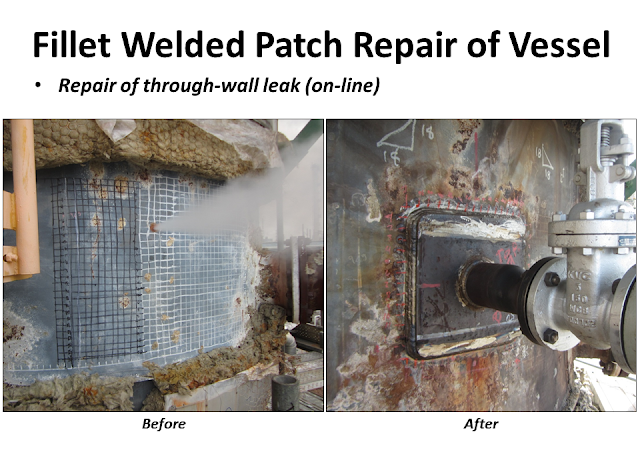
Repair of Pressure Vessel – Fillet Welded Patch Example 2 (Through-wall Leak);
Examples of repairs with the Fillet Welded Patch and where the process fluid leaks through the Vessel ‘s wall ( Through-wall Leak) by adding a nozzle to the Fillet welded patch to provide a solution to the process fluid during the welding.
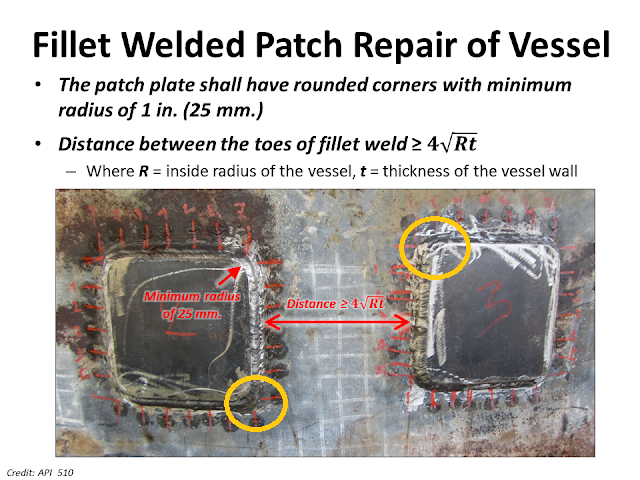
Repair of Pressure Vessel – Fillet Welded Patch Design 1;
According to API 510, the Fillet Welded Patch to be used to fix the Vessel must have a Rounded Corner at least equal to the curvature of the radius of 1 in (25cm). So as not to cause Stress Concentration. And if you have to put another patch close to the original one Must have more than or equal distance as specified by Code as in the picture
Repair of Pressure Vessel – Insert Plates;
To repair the damage or caused Corrosion for Pressure Vessel Permanent (Permanent repair) method is to cut the damaged section away, then Insert Plate replaced by Insert Plate to put it, it must be connected to it.
Full-penetration groove weld and to have rounded corners radius of 1 inch minimum to avoid Stress Concentration. Including the corner of the Insert Plate must be adjacent to the original welding of the Vessel and after the repair is done, do PT / MT 100%, RT / UT 100% and if possible, and do Hydrostatic Test after all.


Thank you very much for a great article attached with very good pictures that can help the reader easily understand the content of the article.
LikeLike
Dear sir ,
This is Thiruppathi,i saw your post very useful sir,and I have one more dout, please explain the lap band repairs.
Thankyou .
LikeLike