

In this very first and priority topic, we will try one by one (Don’t jump the question, you will be confused of extremely complex-headaches definitions and concepts on API 510 certification program) of the Open/Close questions on Module ASME VIII – Joint Efficiency as a part of in-the-exam API 510 Body of knowledge (BOK)
If you don’t know how API 510 Certification scheme, See API 510 Certification Instructions
ASME VIII – JOINT EFFICIENCIES
The inspector must be able to determine the joint efficiency “E” of a vessel weld. Inspector should be able to determine:
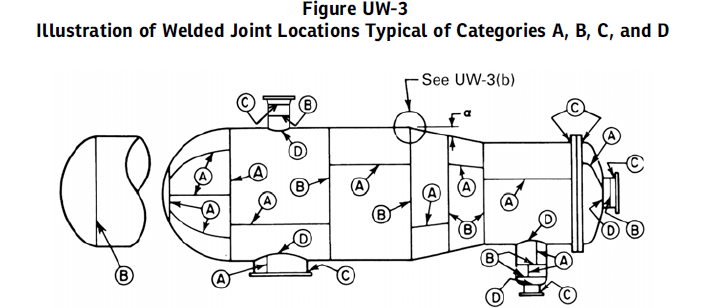
a) Weld Joint Categories (ASME Section VIII, UW-3);
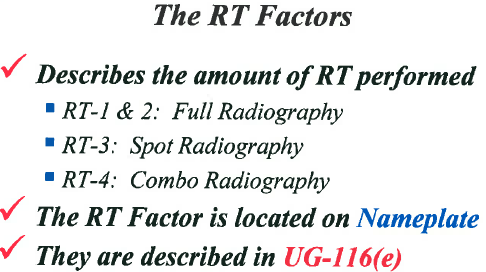
b) Type of radiography (full, spot, or none) performed basis the nameplate markings (RT-1, RT-2, etc.); (UW -11)
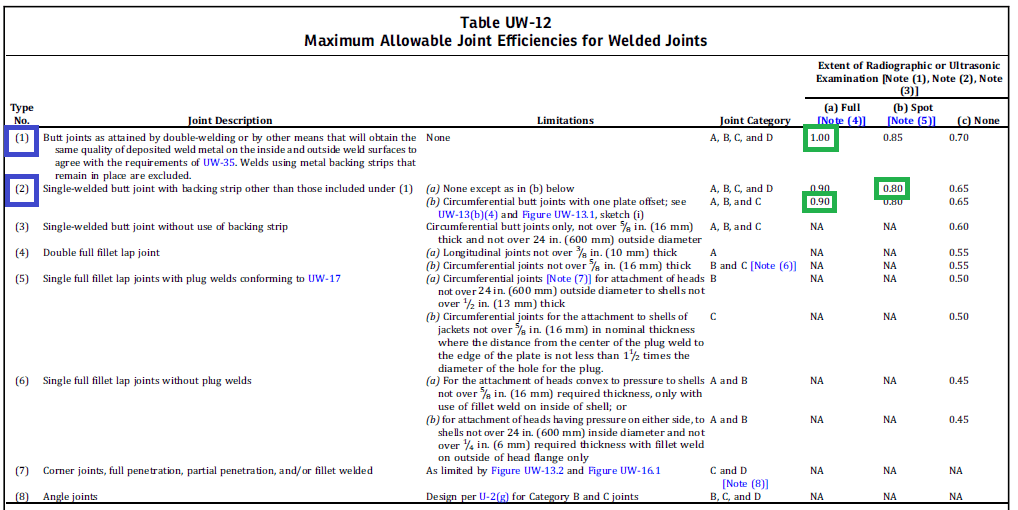
c) Joint efficiency by reading Table UW-12;
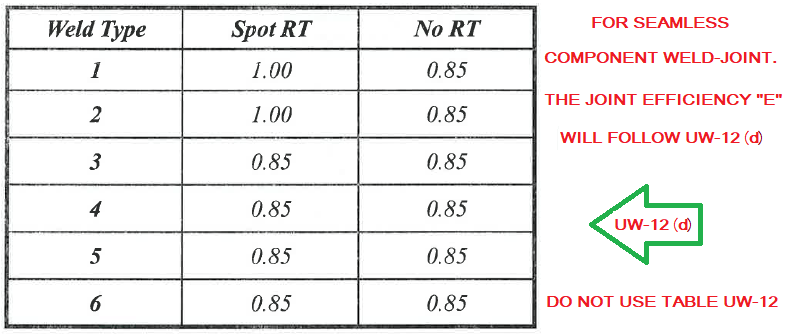
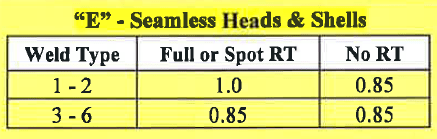
d) Joint efficiency for seamless heads and vessels Sections per UW-12 (d); and
e) Joint efficiency for welded pipe and tubing per UW-12 (e).
Determining joint efficiency may be part of the internal pressure problem since joint efficiency “E” is used in the formulas for determining required thickness or Vessel Part MAWP.
Question 1: A shell is made with Type 1 weld-joints (Butt-weld-both-side), and Full RT was performed on the weld-joints. What is the Joint Efficiency “E” for these weld-joints.
A – 1, B – 0.85, C – 0.5, D – 0.9
Question 2: A shell is made with Type 2 weld-joints (Butt-weld-one-side-ceramic-backing), and Spot RT was performed on the weld-joints. What is the Joint Efficiency “E” for these weld-joints.
A – 1, B – 0.8, C – 0.65, D – 0.9
Question 3: A shell is made with Type 3 weld-joints (Butt-weld-one-side-no-backing), and Full RT was performed on the weld-joints. What is the Joint Efficiency “E” for these weld-joints.
A – 1, B – 0.85, C – 0.7, D – 0.9
Explanation: These are OPEN questions, Refer to Table UW-12
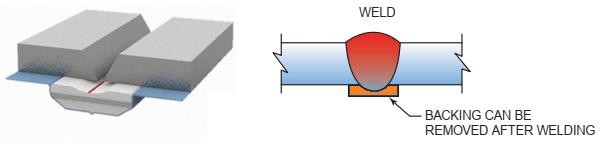
Question 4: A shell is made with above illustrated weld-joints. What Type is categorized for these joints?
A – 1, B – 2, C – 3, D – 4

Question 5: A shell is made with above illustrated weld-joints. What Type is categorized for these joints?
A – 1, B – 2, C – 3, D – 4
Question 6: A shell is made with Type 1 weld-joints (Butt-weld-both-side), and No RT was performed on the ellipsoidal head (Seamless-head). What is the Joint Efficiency “E” for this weld-joints.
A – 1, B – 0.85, C – 0.5, D – 0.9
Question 7: A shell is made with Type 2 weld-joints (Butt-weld-one-side-ceramic-backing), and No RT was performed on the welded-pipe. What is the Joint Efficiency “E” for this weld-joints.
A – 1, B – 0.85, C – 0.65, D – 0.9
Question 8: A shell is made with Type 3 weld-joints (Butt-weld-one-side-no-backing), and Spot RT was performed on the tori-spherical head (Seamless-head). What is the Joint Efficiency “E” for this weld-joints.
A – 1, B – 0.85, C – 0.7, D – 0.9
Explanation: Use Para UW-12 (d), (e) for this special case on Seamless or Pipe-tube component
Question 9: The Category of a joint depends on?
a. What kind of weld was made, fillet or butt.
b. The process used to make the weld.
c. Whether it is vertical or horizontal in the vessel
d. None of the above.
Question 10: A Circumferential weld to attach a Flange is of what Category?
a. D
b. C
c. E
d. A
Question 11: A Circumferential weld used to attach a Ellipsoidal-head is of what Category?
a. B
b. C
c. E
d. A
Question 12: A Circumferential weld used to attach a Hemi-spherical head is of what Category?
a. B
b. C
c. E
d. A
Explanation: Use Para UW-3 (d) and Figure UW-3
Question 13: A Type 2 (Butt-weld-one-side-ceramic-backing) weld has received Spot RT on a Shell – Cat A joint that resulting in a Joint E of 0.80, this E could be improved to a 1.0 for reduce the design thickness by:
a. applying full radiography
b. removing the backing and double welding and then applying Spot RT.
c. removing the backing, double welding thus creating a Type 1, and then applying Full RT.
d. Change Vessel nameplate’s RT-marking from RT-2 to RT-1
Now, we are going to the hardest part of the questions related to UW-11 RT Factors
Question 14: Who does decide the Degree of Radiography (RT) – RT 1, RT 2, RT 3, RT 4:
a. Specified by CODE requirement
b. Specified by User/Designer in case of the code do not mandate specific requirement
c. The API 510 Authorized Inspector
d. Both a & b are corrected
Explanation: Check UW-11 and UW-12
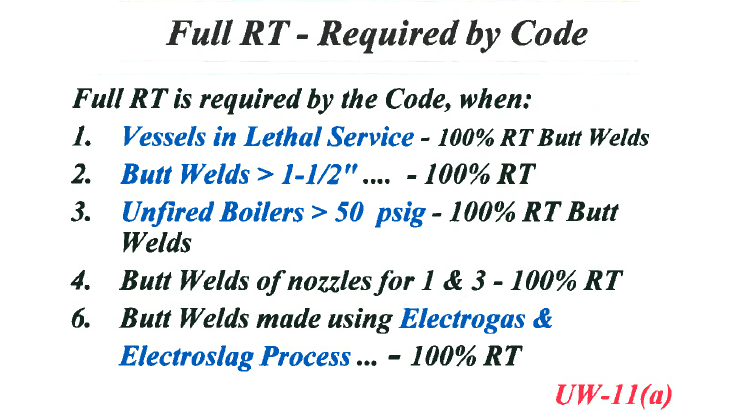
Question 15: Which of the following may NOT require Full RT by the ASME VIII Div.1 Code:
(a) Some butt welds in the shell of vessels containing lethal substances
(b) Some butt welds in the head of vessels containing lethal substances
(c) Butt welds in the shell of unfired steam boilers with pressures > 50 psi
(d) Category B or C butt welds in a non-lethal vessel
Question 16: Which Degree of RT classified as “Full RT” according to UG-116:
(a) RT 1
(b) RT 2
(c) RT 3
(d) Both (a) and (b)
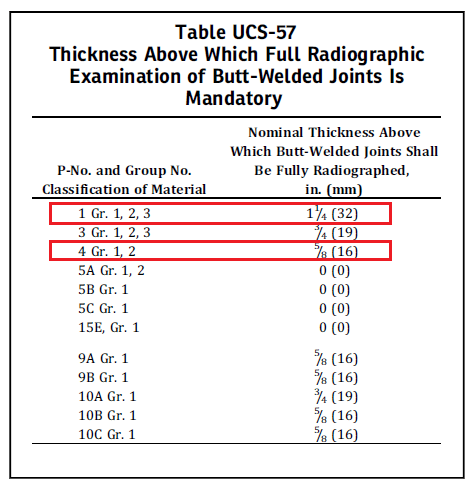
Question 17: A pressure vessel is manufactured from P4 Group 2 material. It has shell thickness of 18 mm and is used to contain lethal substances. What RT is required for a shell-to-shell circumferential butt-weld?
(a) Spot RT
(b) No RT
(c) Full RT
(d) Any of the above can be used
Question 18: A pressure vessel is manufactured from P1 Group 2 material. It has shell thickness of 19 mm and does not contain a lethal substance. What RT is required for a shell longitudinal butt-weld?
(a) Spot RT
(b) No RT
(c) Full RT
(d) Any of the above can be used
Follow this question 18, this is the MOST misunderstanding and interpretation of this TOPIC. It is “UW-11(a)-(5)”. If you can do it, you are now a part of great API 510 inspector in the world!!!
Question 19**: A pressure vessel is manufactured from P1 Group 2 material. It has shell thickness of 19 mm and does not contain a lethal substance. The shell longitudinal butt-weld (Category A) was designed with Type 1 for E = 1. What RT type is required for a shell longitudinal butt-weld and RT – Degree stamp on Name plate?
(a) Spot RT, RT – 2
(b) No RT, RT – 3
(c) Full RT, RT -1
(d) Any of the above can be used
Question 20***: A vessel is manufactured from P1 Group 2 material. It has shell thickness of 19 mm and does not contain a lethal substance. The shell circumference butt-weld (Category B, Type 2) was designed as required “Full Radiography”. What RT type is required for shell circumference butt-weld, Joint “E” and RT – Degree stamp on Name plate?
(a) Spot RT, E = 0.8, RT – 2
(b) No RT, RT – 3
(c) Full RT, E = 0.9, RT -1
(d) Either (a) or (c) depending on User/Designer decision.
UW-11 RADIOGRAPHIC AND ULTRASONIC EXAMINATION
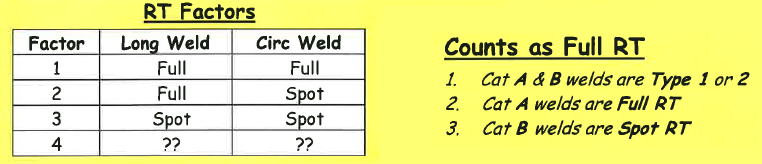
(a) Full Radiography. The following welded joints shall be examined radiographically for their full length in the manner prescribed in UW-51: (5) all Category A and D butt welds in the shell and heads of vessels where the design of the joint or part is based on a joint efficiency permitted by UW-12(a), in which case:
Question 19, 20 ->(-a) Category A and B welds connecting the shell or heads of vessels shall be of Type No. (1) or Type No. (2) of Table UW-12;
Question 20 ->(-b) Category B or C butt welds [but not including those in nozzles and communicating chambers except as required in (4) above] which intersect the Category A butt welds in the shell or heads of vessels or connect seamless vessel shell or heads shall, as a minimum, meet the requirements for spot radiography in accordance with UW-52. Spot radiographs required by this paragraph shall not be used to satisfy the spot radiography rules as applied to any other weld increment.
This paragraph is only mandatory when it is desired by the designer to use the highest joint efficiency possible for calculations of thickness required or pressure allowed. It is a choice the designer makes when there are no mandatory requirements based on service or material as found in UW-11 (a) (1)*Lethal Service, (2)*Thickness exceeded
Base on API 510, we saw some very general requirements for the NDE of repair welds, using the same principles to those for welds carried out on new systems. This made it mandatory requirement to comply with the welding rules contained in ASME VIII. We have also seen that ASME VIII contains various requirements for RT, spread around several sections of the code. These included the RT ‘marking’ categories of UW-11 (RT1, RT2, etc.) and the joint efficiencies that result from the choice of RT scope, set out in UW-12. This worked on the general principle of ASME
VIII of being able to choose the RT category to follow (within limits), as long as you are happy to live with the joint efficiency that results.
We will now try at some further questions on RT requirements of ASME VIII as set out in sections UW-51 and UW-52. As with all parts of the ASME code
Question 21: In ASME VIII Division 1 the final acceptance of the quality of a radiograph will be based on?
(a) The geometric un-sharpness of the image
(b) The ability to see the specified hole or designated wire of the IQI
(c) The density (d) The film speed
Explanation: See UW-51 (a)(3)
Question 22: When can a manufacturer destroy the radiographs relating to a vessel in lethal service?
(a) After 1 year
(b) After 5 years
(c) Once the inspector signs the Manufacturer’s Data Report
(d) Never, he must keep them with the technical file
Explanation: See UW-51 (a)(1)-a
Question 23: Full RT has been carried out on a vessel marked as RT-1. A 1 in (25 mm) thick butt weld shows rounded indications. The required action will be to:
(a) Reject the weld
(b) Accept the weld
(c) Downgrade the vessel to RT-2
(d) Assess the rounded indications using the criteria in ASME VIII appendix 4
Explanation: See UW-51 (b)(4)
Question 24: What is the minimum length of a spot radiograph?
(a) 3 in (75mm)
(b) 6 in (150mm)
(c) 9 in (225mm)
(d) 12 in (300mm)
Explanation: See UW-52 (c)
Question 25: A spot radiograph fails the acceptance criteria. What should the API 510 inspector request?
(a) An additional shot in the same location as the failure
(b) Two additional shots in the same location as the failure
(c) Two additional shots, one in the same location as the failure and the other remote from it
(d) Two additional shots remote from the location of the failure
Explanation: See UW-52 (d)(2)

2 thoughts on “API 510 Questions and Answers (ASME VIII – Joint Efficiency)”