

With this part, we will know GENERAL about Welder qualification follow ASME IX.
1) Main purpose for Welder qualification:
– To verify the skill of an individual to preform a qualified welding procedure specification ( WPS ) to produce a good weld.
– Welders qualify to specific welding process NOT welding procedures ( need note this one: welding process & welding procedure )
– Welding process:
• Welder: have SMAW / GTAW / FCAW / GMAW …
• Welding operators : SAW…
– Welding types:
• MANUAL / SEMI-AUTOMATIC – Welders
• MACHINE- welding operators
• AUTOMATIC- welding operators
2) Welders can be qualified by / Acceptability Criteria For Welder Tests:
- visual inspection and
- destructive testing / radiographic inspection

- For Visual examination: refer QW-302.4 & QW-194:


- For Bend test: refer QW 163 ( note: No open discontinuities in the weld or HAZ greater than 1/8-in )
- For Radiographic acceptance criteria: refer QW-191.

Pls take note that: Ultrasonic examination can replace RT in some case as below mention:
3) Essential Variables: these are variables what when they are changed, the welder have to re-qualify.
- For welder:

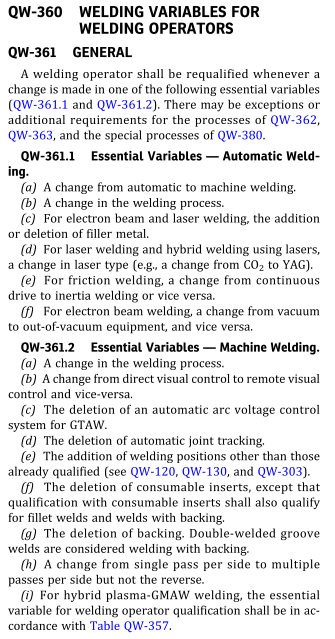
- For Welding operator:
– Welder performance essential variables: for each Welding Process, it has some difference as below, example:



For next part we will go detail for each essential Variable & know How to qualify a Welder.

Thanks for this post…. Welder qualification Teat is a process which evaluates a welder’s capability to create welds to an industry standard following a welding procedure, this qualification can then lead to welder certification. Welder and welding procedure approval and certification have caused much debate over many years. There are several national and international Standards in existence that cover this activity (e.g. ISO, EN, ASME and AWS) but the main source of confusion centres on the body (or person) that is responsible for witnessing the testing and issuing of any resulting certificates.
Zone Certification
Pipe Freezing Services
Storage Tank Survey
LikeLiked by 1 person
Generally, if no specified in project specification, the Welder cert can be recorded and issued by Manufacture QA/QC (ISO 9001 or 3834) team. The problem is when you want to bring that certs into another project where required by certification by an recognized TPI (ABS, BV, DNV, … an approved ISO 17020 TPI), those certs will be invalided due to no any TPI witnessed during examination.
LikeLiked by 1 person