


This short guide is intended to give a very basic introduction to ISO metric nuts and bolts. It is intended for those working in plant and machinery maintenance to give enough information to ensure that correct replacement parts are identified and used.
If you are responsible for repairing and maintaining machinery, particularly if that machinery is involved in lifting operations or other safety critical applications then you will be aware of the importance of fitting the right parts in the right way.
Here are four key points that we need to know about this basic introduction as below:
1-Standard (Coarse) and Fine Pitch Threads
See this chapter for more detail.
The two threads most commonly found in plant and machinery are commonly known as ‘standard’ and ‘fine’ pitch. The pitch of a thread is the distance between two adjacent threads and is measured in millimeters.

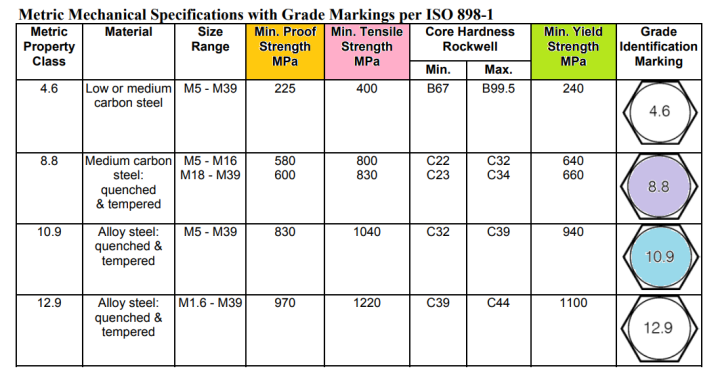
2-Different Strength Grades Comparison
Except for the very lowest grades, metric nuts and bolts all carry identification markings which indicate their strength.
For example, a grade 12.9 bolt will not be broke until every square millimetre of the bolt cross section is carrying a load of at least 120 kg. Similarly a grade 8.8 bolt will not be broke until it is carrying a load of 80kg per square millimetre.

Fine pitch bolts will be typically 10% stronger than coarse pitch bolts because less metal is cut away to make the thread.
For example, a grade 12.9 bolt will begin to stretch when the load on the bolt is 90% of the breaking load. Similarly a grade 9.8 bolt will begin to stretch at 80% of its breaking load.
“What is proof strength of a bolt and how it is different from yield strength?
Proof strength, or proof load, is the full size equivalent of a yield test. Yield testing is typically only performed on machined specimens. In most fastener standards, full size testing is the preferred method, and the referee method if there is a discrepancy between the two test results.
Because of the difficulty of getting reliable test results for yield when testing full size fasteners, the proof load test was developed as an alternative. In a proof load test, a headed bolt is placed in a testing machine with a nut on the threaded end, and a wedge under the head. The wedge varies from 4-10 degrees depending on the size and configuration of fastener, and serves to evaluate the ductility of the bolt. In a machine specimen test, you test ductility by measuring elongation and reduction of area, but those are impossible during a full size test, so head deflection is used in its place. Proof load testing is typically performed at 90-93% of the expected minimum yield strength and is a simple pass/fail test. The bolt length is measured, and after being subjected to the published proof load value for 10 seconds, if it has not elongated more than 0.0005″, it is deemed to have passed.”
3-Maximum Tightening Torques
All material included in this chart is advisory only, and its use by anyone is voluntary.

Clamp load estimated as 75% of proof load for specified bolts.
Torque values are listed in foot-pounds.
Torque values calculated from formula T = KDF
where:
D is the nominal diameter, F is the clamp load and
K=0.15 for “lubricated” conditions
K=0.18 for zinc plated and dry conditions
K=0.20 for plain and dry conditions
4-Clearance Hole for Bolts

Typical clearance hole sizes are given in the table below along with the correct tapping hole size for each size of standard and fine pitch thread.
With metric threads tapping drill size is easy to work out because it is the bolt diameter minus the thread pitch so, for example, a standard pitch M16 bolt has a pitch of 2.0mm so the tapping drill size is 16 – 2 = 14mm.


5-Material selections
The following chart is designed to aid with the selection of fasteners based on galvanic action. For a detailed explanation see the corrosion section.

Additional applications of bolts in Shipbuilding or general Piping flange connection

 That’s just enough for general knowledge as well as the first glance on mechanical engineering jobs.
That’s just enough for general knowledge as well as the first glance on mechanical engineering jobs.
Reference documents : boltsnutsquickguides

Good job bro. 🙂
LikeLiked by 1 person