

This guidance is applied to the surface defects and the standards of measures to take when defects are found in the carbon steel castings of hull structures such as the stern frame and the rudder frame.

Purpose
Although there are rule requirements for the defects and repairing methods of cast steel structures, they are no more than conceptual explanations so when defects are discovered, problems regarding the standard and repairing methods arise. Therefore, this purposes to define the standards and the repairing methods of surface defects to solve the issue and to prevent delay of the process.
Types of Surface Defects
There are about 10 types of defects that can occur during the manufacturing process of castings such as EROSION SCAB, FUSION, CRACK BLOW HOLE, EXPANSION SCAB, BUCKLE, INCLUSION, METAL PENETRATION, SHRINKAGE, etc. the types that are usually found after the receiving are the following:

Classifying MINOR DEFECTS & MAJOR DEFECTS

Surface Defects Management Standards & Tolerance

* NOTE :
1. Refers to the measurement after repairing the defects of less than 15mm or less than 10% of the thickness.
2. Even though the defect is a minor defect that meets the tolerance level and does not need repairmen, the issue must be discussed with the ship classification
* References
GUIDANCE FOR SURFACE INSPECTION OF HULL STEEL CASTING. 1989 (N.K)
Method of modification or repair
1-When welding is not necessary
Repair the defect by using only grinding but the surface near the defect must be at least 2 times the depth of the original defect and smooth. Avoid any sudden changes in the surface
2-When welding is necessary
***Removing Defects by Grinding
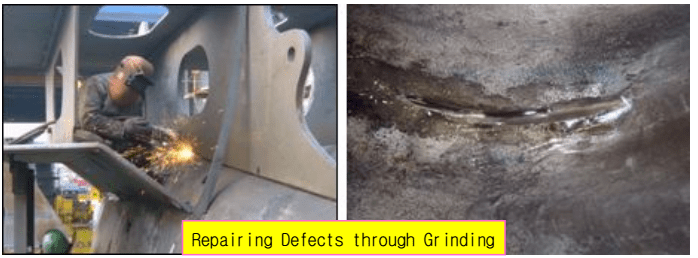
If possible, it is more favorable to use GRINDING to decrease the effect of heat
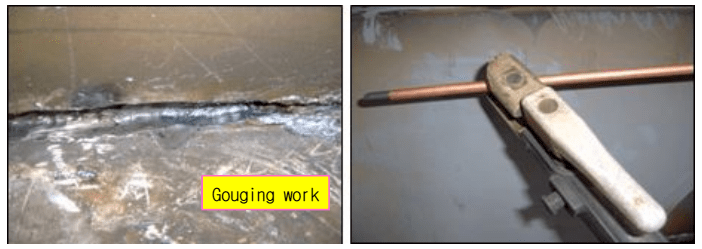
***Repairing through Gouging
Gouging must always be done after preheating in order to avoid the effects of the remaining major stresses or stress structures. (Same application with the method of removing through Gas Scarping) Also, Grinding the Carbon surface is necessary after Gouging.
Application of preheating and its method
1) Applying to preheat (rules)
·When removing defects through GOUGING
·When repairing using low hydrogen type welding rods
·Preheating must be used when the equivalence of carbon is over 0.44%.

2) Exemption of preheating
If the carbon equivalence in the CAST STEEL is less than 0.44% and the size of the defect after removing is less than 25mm, or according to the size and shape of the steel casting, preheating can be skipped.
3) Preheating Method
① Preheating Temperature: Over 100℃
(The MAX temperature is not regulated but is generally accepted as the temperature between layers)

② Range of Preheating: Welded parts and its surroundings ( approx. 75mm)
Quick notes on cast steel repairing procedure:
Materials for welding
Low hydrogen type welding rods or CO₂WIRE that have been approved by the classification association must be used.
However, if the carbon content is less than 0.3%, there is no need to use low hydrogen type welding rods.
After welding
A nondestructive examination by P.T. or M.T. must take place 24 or 72 hours after the welding to find any remaining defects. The welding points must be Ground Flush for a more convenient nondestructive examination.
Regulations for welding corrections
1)ARC START: BLOWHOLE can easily appear so when ARC START,
·Use the BACK STEP method
·Use the BEAD method (ARC STARTING in other parts than the welding point)
2)SHORT BEAD: Maintain MIN. 50mm
3)ARC STRIKE: Not allowed
4)WEAVING: Weaving should be done less than 3 times the welding rod to avoid excessively weaving.
Applying POST HEATING and its method
1) Applying post-heating (Rules)
If the carbon content of the CAST STEEL is over 0.44%, post-heating is mandatory
2) Exemption of post-heating
·Post heating can be skipped if the carbon content of the cast steel is less than 0.44%, if the depth of the removed defect is less than 25mm (or less than 20% of the thickness of the smaller side), or when the length of the defect is less than 200mm
·Post heating can be skipped if the carbon content of the cast steel is less than 0.44%, if the removed defect is less than 15mm of length, or if the defect area is less than 250,000mm2.
Post heating method
·Post heating temperature : Over 600℃
·Post heating temperature to be maintained : 10 minutes for every 25mm of welding correction depth
·Range of post heating : Welding correction point and its surroundings ( withing 100mm)
* NOTE : Purpose of post heating
1. Improve the metallurgy material quality
·To improve the material quality of the welding point and the heat-affected points
·To remove the metallurgic discontinuity of the welding point and its surroundings.
·Improve the ductility of the welding, cracks, and the spreading range
·Dehydrogenase
2. Remove and relax the remaining stress in the welding

One thought on “Casting steel & Repair standards”