

The backing is defined as material placed at the root of a weld joint for the purpose of supporting molten weld metal. Its function is to facilitate complete joint penetration.
Permanent backing is usually made from a base metal similar to that being welded and, as the name implies, becomes a permanent part of the joint because it is fused to the root of the weld and is not easy to remove — See: Backing in welding for more information.

[BUY] CSWIP 3.1 Learning Package
(145mb) Books & Chapter wise Questions (General Paper + Technical Paper) and Answers. Examination notes on Practical Examination of Plate/Pipe CSWIP 3.1 Learning Presentation
$80.00
Temporary backing may be made from copper or a ceramic substance that do not become fused to the root and are easily removed when welding is finished. This type of backing is also referred to as removable backing.
As stated in ASME IX terminology for a non-consumable material, either metallic or non-metallic, that is used to contain or shape the molten root run is a ‘RETAINER’. This component is mostly used in Electroslag welding or Electrogas welding.
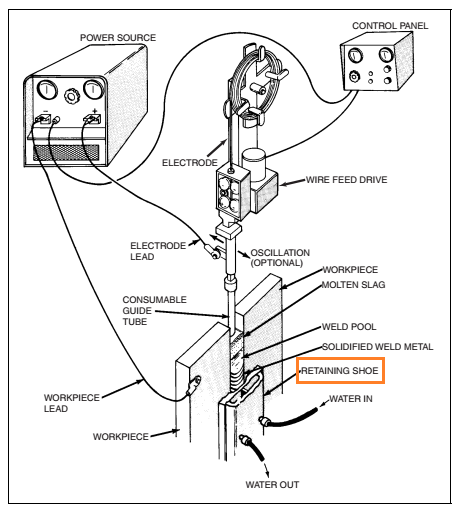
Note: The Retainer Shape can be variated with ( Rectangle, Elipxoit, Round, Vee type … any shape as design). In other words, Retainer can be considered as Mold frame in casting.
Welding the second side of a double-sided butt joint is regarded as welding a joint with backing because the first weld run put in from the second side is supported by weld metal from the first side.
For a single-sided, multi-process weld made without backing (open root) such as one with TIG root and MMA fill, the TIG root run is classed as a weld made without backing but the MMA fill is classed as a weld made with backing (backing weld is TIG root). See: Backing in welding for the question understanding.
For welding procedure qualification, some welding codes classify the use of backing as an essential variable (EN 15614-1) but others classify it as non-essential (ASME Section IX).
For welder qualification, the backing is invariably classed as an essential variable. This is because being able to produce a sound weld root using backing does not demonstrate he has the skill required to make a sound weld without backing.

3 thoughts on “Backing vs Retainer in Welding”